Введение в электронно-лучевое аддитивное производство (EBAM) 3D
Введение
Electron Beam Additive Manufacturing (EBAM) — это высокопроизводительный процесс аддитивного производства металлов, использующий сфокусированный электронный луч для послойного спекания металлических порошков или проволоки в вакуумной среде. В отличие от традиционной обработки на станках с ЧПУ или других аддитивных методов, EBAM обеспечивает выдающиеся скорости наплавки, превосходные механические свойства и возможность эффективного производства крупногабаритных компонентов. Технология особенно полезна в аэрокосмической, оборонной и энергетической отраслях, где требуется быстрое производство прочных, лёгких и конструктивно сложных металлических деталей.
В Neway наши услуги промышленной 3D-печати используют передовую технологию EBAM, позволяя клиентам быстро изготавливать крупные, конструктивно прочные и полностью плотные металлические компоненты, существенно сокращая сроки производства и повышая производительность в требовательных приложениях.
Как работает EBAM: принципы процесса
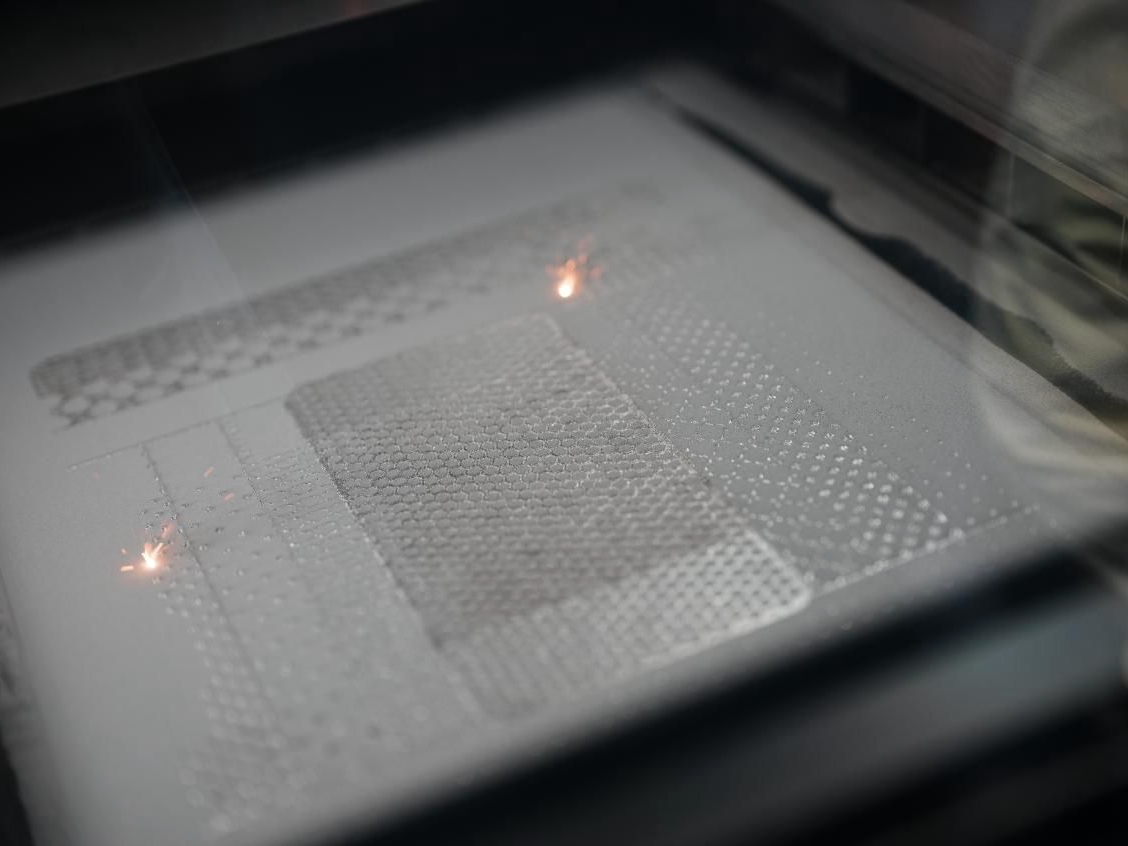
Процесс Electron Beam Additive Manufacturing включает три ключевых этапа: наплавление материала, плавление электронным лучом и затвердевание слоёв. Сначала металлический порошок или проволока точно подается на подложку в вакуумной камере. Затем высокоэнергетический электронный луч избирательно расплавляет материал, создавая расплавленную ванну, которая быстро кристаллизуется и формирует полностью плотный металлический слой. Этот процесс повторяется слой за слоем, управляемый точными компьютерными моделями. Вакуумная среда устраняет риск загрязнения и снижает остаточные напряжения, обеспечивая явные преимущества по сравнению с лазерными аддитивными процессами, такими как SLS или FDM.
Распространённые материалы для EBAM
EBAM использует специализированные металлические материалы, оптимизированные для высоких механических характеристик и промышленных применений. В Neway чаще всего применяются следующие проверенные материалы для EBAM:
Материал | Предел прочности на растяжение | Термостойкость | Ключевые свойства | Типичные применения |
|---|---|---|---|---|
900–1200 MPa | До ~600°C | Высокое соотношение прочность/масса, коррозионная стойкость | Аэрокосмические рамы, детали двигателей | |
1200–1400 MPa | До ~800°C | Исключительная прочность при высоких температурах | Лопатки турбин, камеры сгорания | |
600–1100 MPa | До ~500°C | Отличная коррозионная стойкость, высокая прочность | Оборудование для нефти и газа, медицинские имплантаты | |
300–400 MPa | До ~250°C | Малый вес, хорошая теплопроводность | Конструктивные элементы для аэрокосмической и автомобильной отраслей |
Ключевые технические характеристики 3D-печати EBAM
EBAM высоко ценится за исключительную скорость построения, возможность изготовления крупногабаритных деталей и превосходные механические свойства. Ключевые технические характеристики, проверенные стандартами ASTM и ISO, включают:
Точность и разрешение
Толщина слоя: регулируется от 0.2 до 1.5 мм, идеально для высоких скоростей наплавки и крупногабаритного производства.
Точность размеров: ±0.3 мм (ISO 2768), отлично подходит для крупных конструкционных деталей.
Минимальный размер элементов: достигает примерно 1 мм, подходит для прочных конструктивных частей.
Механические характеристики
Предел прочности на растяжение: зависит от сплава, обычно в диапазоне 600–1400 MPa, обеспечивая выдающиеся механические характеристики.
Термостабильность: суперсплавы сохраняют целостность структуры до 800°C, идеально для компонентов аэрокосмических двигателей.
Усталостная и трещиностойкость: высокая механическая надёжность и сопротивление усталости благодаря плотной металлургической связи.
Производственная эффективность
Высокие скорости наплавки: до 7–11 кг материала в час, значительно быстрее, чем у традиционных аддитивных технологий.
Сокращение отходов материала: эффективность использования материала превышает 90%, существенно снижая отходы по сравнению с традиционной мехобработкой.
Производство крупногабаритных компонентов: EBAM позволяет изготавливать крупные детали без ущерба для прочности, сокращая необходимость в сборке.
Качество поверхности и эстетика
Качество поверхности: типичная шероховатость Ra 15–35 µm, достаточно для функциональных поверхностей с последующей обработкой.
Обрабатываемость: детали, изготовленные методом EBAM, легко поддаются традиционной механической обработке, соответствуя строгим требованиям к поверхности.
Основные преимущества по сравнению с традиционными методами
Экономия времени и затрат: EBAM значительно сокращает сроки производства (до 80%) и устраняет дорогостоящую оснастку, связанную с ЧПУ и литьём для крупногабаритных деталей.
Превосходная механическая целостность: создаёт полностью плотные, металлургически связанные детали без пористости, обес�����ечивая надёжность конструкции намного выше, чем у литых компонентов.
Эффективное использование материалов и энергии: высокий коэффициент использования материала (~90%), минимизируя отходы по сравнению с традиционной мехобработкой (60–80%).
Масштабирование до крупных деталей: эффективно изготавливает крупные конструкционные детали цельными, значительно сокращая сложность, вес и время сборки.
Сниженные остаточные напряжения: вакуумная среда и предварительный разогрев электронным лучом уменьшают остаточные напряжения и деформацию по сравнению с лазерными аддитивными процессами.
Повышенное металлургическое качество: вакуум предотвращает загрязнение, обеспечивая оптимальные механические свойства и коррозионную стойкость.
EBAM vs. ЧПУ-обработка vs. Литьё: сравнение производственных процессов
Производственный процесс | Срок изготовления | Шероховатость поверхности | Сложность геометрии | Минимальный размер элемента | Масштабируемость |
|---|---|---|---|---|---|
Electron Beam Additive Manufacturing | 2–7 дней (оснастка не требуется) | Ra 15–35 µm | ✅ Сложные, крупногабаритные, внутренние элементы | ~1 мм | 1–50 шт. (оптимально для крупных деталей) |
ЧПУ-обработка | 3–7 дней (программирование и настройка) | Ra 1.6–3.2 µm | ❌ Ограничено доступом инструмента | 0.5 мм | 10–500 шт. (дорого при больших объёмах) |
Литьё | 4–12 недель (требуется форма и оснастка) | Ra 6–12 µm | ❌ Ограничено формами, нет внутренней сложности | 1–3 мм | >500 шт. (экономично только при больших объёмах) |
Отраслевые применения EBAM
Аэрокосмическая отрасль и авиация: быстрое производство конструктивных планеров, компонентов турбин, корпусов двигателей и лёгких металлических сборок.
Оборона и военная промышленность: крупные, высокопрочные броневые компоненты, корпуса ракет, критически важные конструктивные элементы с быстрым сроком изготовления.
Нефть и газ: крупногабаритные, коррозионностойкие компоненты, такие как корпуса клапанов, сосуды высокого давления и буровое оборудование.
Энергетика: лопатки турбин, компоненты теплообменников, сосуды реакторов и крупные конструкции энергетических установок.
Связанные вопросы (FAQ)
Как технология EBAM сокращает затраты на производство и сроки по сравнению с ЧПУ и традиционным литьём?
Какие материалы чаще всего используются в EBAM и каковы их основные применения и преимущества?
Какого размера и сложности детали может производить EBAM по сравнению с другими аддитивными или субтрактивными процессами?
Как механические свойства компонентов, изготовленных с помощью EBAM, сопоставимы с традиционно обработанными или литими деталями?
В каких конкретных отраслях Electron Beam Additive Manufacturing наиболее выгодна и почему?
