Português
Serviço Online de Protótipo Rápido de Moldagem
Nosso Serviço Online de Protótipo Rápido de Moldagem oferece soluções rápidas e econômicas com fundição a vácuo rápida, moldagem por injeção de plástico, moldagem por injeção de metal e moldagem por injeção de cerâmica. Fornecemos protótipos de alta qualidade para vários setores, garantindo prazos rápidos e precisão.
- Serviço Rápido de Protótipos de Moldagem
- Serviço de Fabricação de Moldagem em Baixo Volume
- Serviço de Produção em Massa de Moldagem
- Serviço de Moldagem Completo

Envie-nos os seus desenhos e especificações para um orçamento gratuito
Todos os ficheiros carregados são seguros e confidenciais
Gama de Serviços de Moldagem Rápida
Nossa gama de serviços de moldagem rápida inclui fundição a vácuo rápida, moldagem por injeção de plástico, moldagem por injeção de metal e moldagem por injeção de cerâmica. Entregamos protótipos e peças de produção rápidas e precisas, garantindo resultados de alta qualidade para uma ampla gama de indústrias e aplicações.
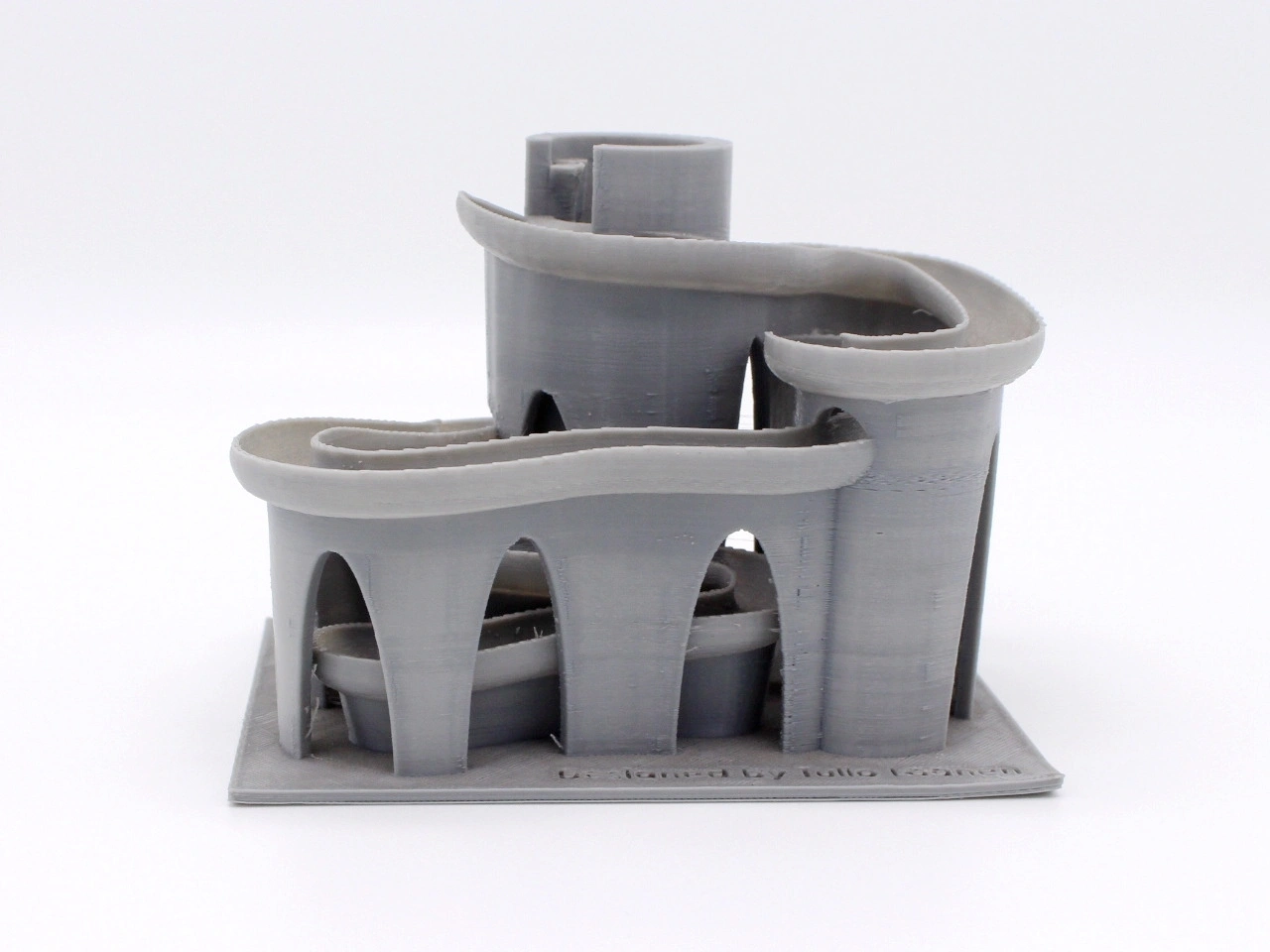
Nosso serviço de fundição rápida a vácuo produz protótipos de alta qualidade com rápido prazo de entrega em até 10 dias, utilizando moldes de silicone duráveis para prototipagem e produção em baixo volume.

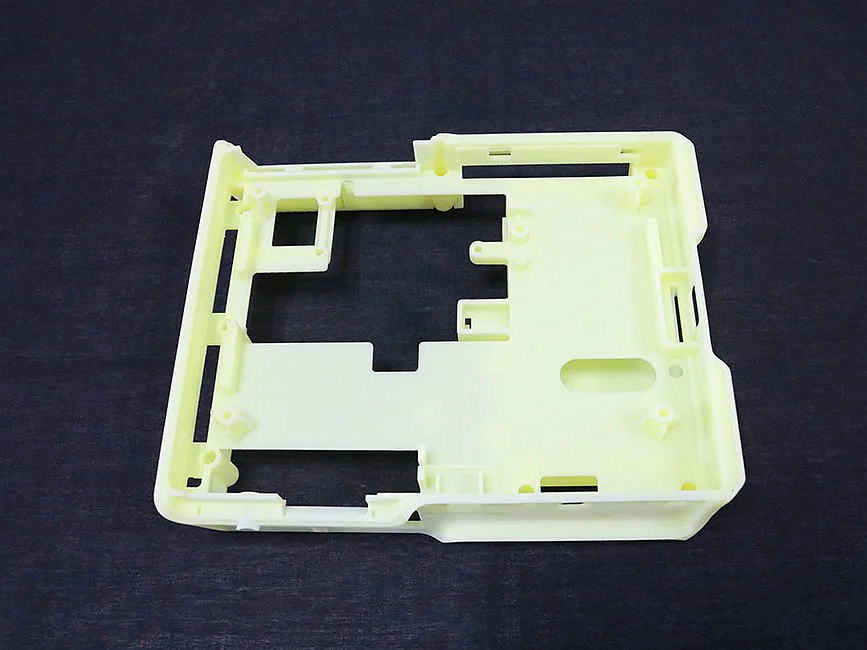
Os serviços de moldagem por injeção de plástico oferecem protótipos e peças de produção precisas e de alta qualidade com rápida entrega em até 15 dias e eficiência de custo para produção de médio volume.
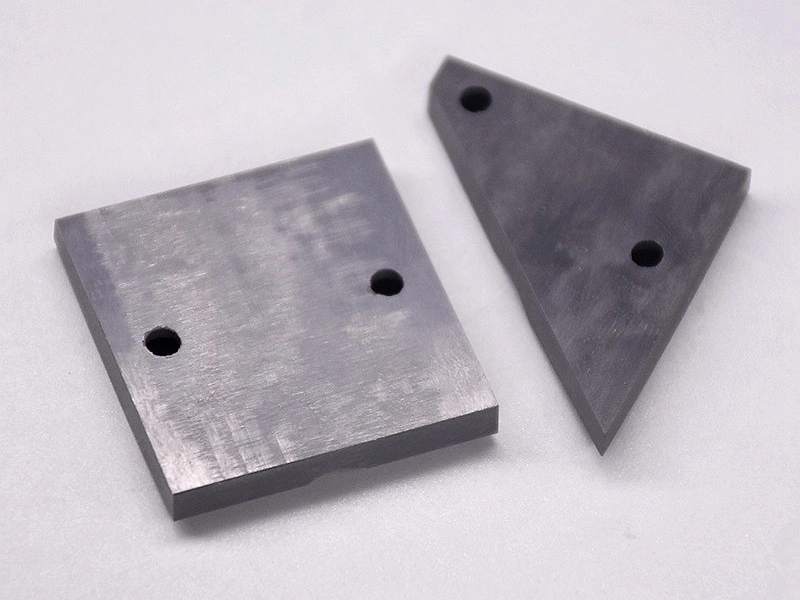
Nosso serviço de moldagem por injeção de metal produz peças metálicas complexas e de alta resistência com excelente precisão, ideal para lotes de produção pequenos a médios em até 20 dias.

O serviço de moldagem por injeção de cerâmica cria peças cerâmicas complexas e de alto desempenho com detalhes precisos em até 20 dias, ideal para aplicações avançadas de engenharia.
O serviço de moldagem por injeção de cerâmica cria peças cerâmicas complexas e de alto desempenho com detalhes precisos em até 20 dias, ideal para aplicações avançadas de engenharia.
Nosso serviço de fundição rápida a vácuo produz protótipos de alta qualidade com rápido prazo de entrega em até 10 dias, utilizando moldes de silicone duráveis para prototipagem e produção em baixo volume.
Os serviços de moldagem por injeção de plástico oferecem protótipos e peças de produção precisas e de alta qualidade com rápida entrega em até 15 dias e eficiência de custo para produção de médio volume.
Nosso serviço de moldagem por injeção de metal produz peças metálicas complexas e de alta resistência com excelente precisão, ideal para lotes de produção pequenos a médios em até 20 dias.
O serviço de moldagem por injeção de cerâmica cria peças cerâmicas complexas e de alto desempenho com detalhes precisos em até 20 dias, ideal para aplicações avançadas de engenharia.
Nosso serviço de fundição rápida a vácuo produz protótipos de alta qualidade com rápido prazo de entrega em até 10 dias, utilizando moldes de silicone duráveis para prototipagem e produção em baixo volume.
Materiais Típicos de Impressão 3D
As ligas de alumínio comuns usadas na usinagem CNC incluem 6061, 7075, 2024 e 5052, oferecendo uma variedade de propriedades como alta resistência, resistência à corrosão e usinabilidade. Essas ligas são usadas em aplicações aeroespaciais, automotivas, marítimas e estruturais.
Tratamento de Superfície para Peças de Moldagem Rápida
A Neway oferece tratamento avançado de superfície para peças de moldagem rápida, incluindo fundição a vácuo rápida, moldagem por injeção de plástico, metal e cerâmica. Nossos serviços melhoram a durabilidade, a qualidade do acabamento e o desempenho, garantindo precisão e confiabilidade para diversas aplicações.

Saber Mais
Revestimento Térmico

Saber Mais
Como Usinado

Saber Mais
Pintura

Saber Mais
PVD (Deposição Física de Vapor)

Saber Mais
Jateamento de Areia

Saber Mais
Eletrodeposição

Saber Mais
Polimento

Saber Mais
Anodização

Saber Mais
Pintura em Pó

Saber Mais
Eletropolimento

Saber Mais
Passivação

Saber Mais
Escovação

Saber Mais
Óxido Preto

Saber Mais
Tratamento Térmico

Saber Mais
Revestimento de Barreira Térmica (TBC)

Saber Mais
Tumbling

Saber Mais
Alodine

Saber Mais
Cromagem

Saber Mais
Fosfatização

Saber Mais
Nitretação

Saber Mais
Galvanização

Saber Mais
Revestimento UV

Saber Mais
Revestimento de Laca

Saber Mais
Revestimento de Teflon
Estudo de Caso de Peças Personalizadas de Moldagem Rápida
Nosso estudo de caso de peças personalizadas de moldagem rápida demonstra aplicações bem-sucedidas usando fundição a vácuo rápida, moldagem por injeção de plástico, metal e cerâmica. Entregamos peças precisas e de alta qualidade, otimizando a velocidade de produção e a eficiência de custos.








Comece um novo projeto hoje
Sugestões para Peças de Moldagem Rápida
Para peças de moldagem rápida ideais, considere fatores como ângulo de saída de 1-3° para fácil ejeção, tamanhos mínimos de orifícios de 0,8 mm, controle rigoroso de tolerâncias (±0,1 mm), espessura de parede uniforme, raios adequados e seleção de material baseada no desempenho e necessidades de aplicação da peça.
Frequently Asked Questions
Explorar recursos relacionados



Neway Precision Works Ltd.
N.º 3, Rua Industrial Oeste de Lefushan
Fenggang, Dongguan, China
Código Postal 523000
Soluções
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.