Huawei向けアルミニウム6061ヒートシンクの5軸CNC加工
プロジェクト背景:通信機器向け高効率放熱ソリューション
Huawei は、高性能通信システム向けに精密設計されたアルミニウム製ヒートシンクを必要としていました。この部品には、最大限の熱接触を実現するための厳格な平面度と輪郭精度が求められると同時に、Huaweiの厳しいブランド基準および耐食性要件にも適合する必要がありました。Newayは、フライス加工から表面処理までを含む完全なソリューションを提供する信頼できるパートナーとして選ばれました。
ヒートシンク構造にアルミニウム6061が選ばれた理由
アルミニウム6061は、熱伝導性、強度、仕上げ適応性を理想的に兼ね備えており、ミッションクリティカルな放熱部品にとって重要な特性を提供します。
特性 | 値 |
|---|---|
熱伝導率 | ~167 W/m·K |
降伏強さ | ≥240 MPa |
表面処理適性 | サンドブラストおよび粉体塗装に最適 |
強度対重量比 | 高い |
優れた加工性と陽極酸化以外の表面処理選択肢を備えたアルミニウム6061は、通信グレード部品における高精度と長期信頼性を確保します。

CNC加工プロセスの内訳
3軸CNC粗加工
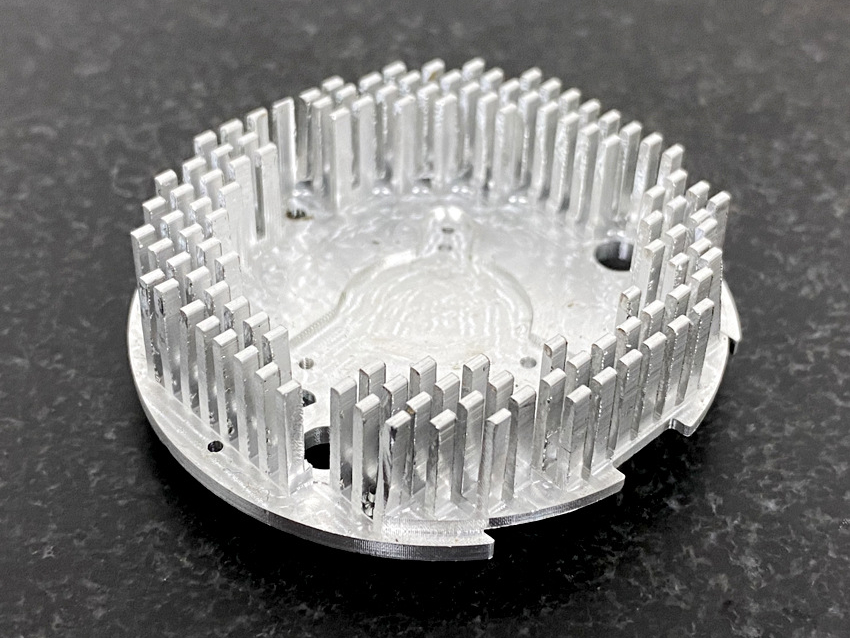
初期の大量材料除去は、3軸CNCミーリングを使用して行われ、すべての放熱フィンおよび平坦なベース部に均一な加工余肉を残しました。
5軸CNC精密加工
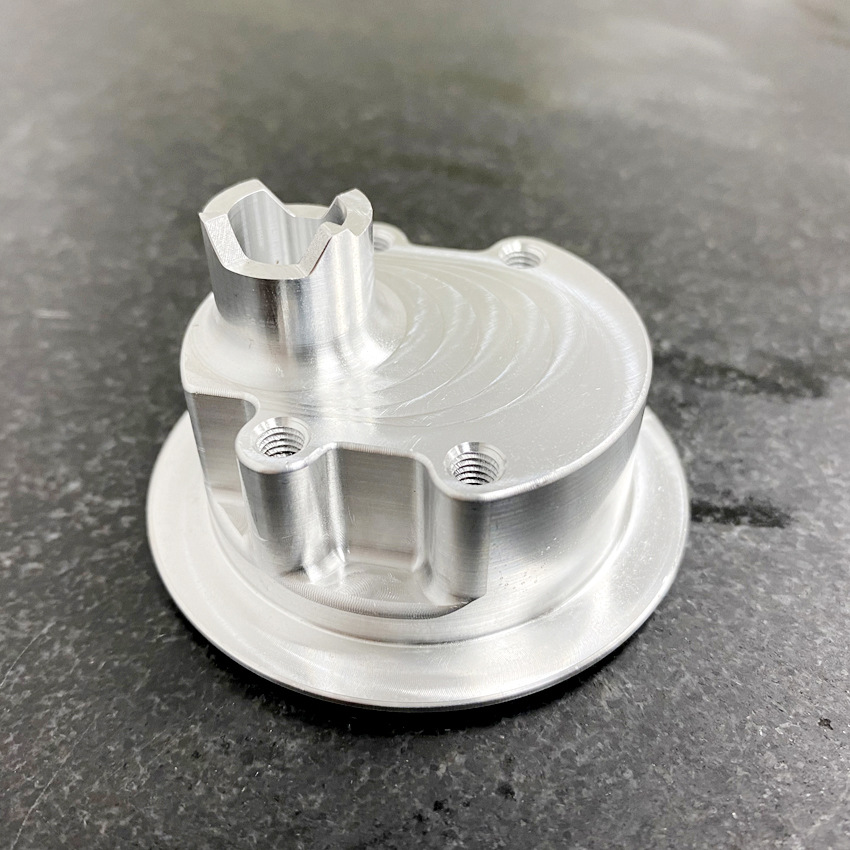
超平坦な接触面とシャープなフィン遷移部を維持するために、5軸CNC加工を用いた同期多角度仕上げ加工が採用されました。取付ベース全体の平面度は±0.01 mm以内に維持され、すべての面取りエッジは位置決め誤差を避けるために単一セットアップで加工されました。
表面処理とブランド表示
Huaweiは、大量設置用途に向けて耐久性のある表面保護とブランド適合性を求めていました。以下の表面処理が適用されました。
サンドブラスト:熱放射率の向上と粉体塗装の密着性向上のため、均一なマット仕上げを実現
粉体塗装:優れた絶縁性と耐食保護性能を持つ黒色熱硬化性粉体層(60~80 μm)を適用
レーザーマーキング:コーティングの完全性を損なうことなく、製品コードとHuaweiロゴを高精度に刻印
品質保証と工程管理
CMM検査:フルプロファイルスキャンにより、ベース平面度、平行度、およびフィン間隔を検証
粉体膜厚試験:ASTM D1186乾燥膜厚測定法を使用し、平均65 μmの被覆厚さを確認
ロゴ精度監査:ISO 20654準拠の検査により、外観および深さの検証を実施
生産結果
1,500個のロットがHuaweiの統合拠点へ納入されました。すべての部品が熱界面試験および外観評価に合格し、初回合格率は99.8%以上を達成しました。フィードバックでは、均一な仕上げ品質、取り扱い摩耗に対する表面耐性、および取付面全体にわたる安定した寸法管理が高く評価されました。
通信機器向けCNC加工ヒートシンクでNewayが選ばれる理由
アルミニウムCNC加工:熱に敏感なアセンブリにおいて、複雑形状と平面度公差を確保します
CNCミーリングサービス:放熱フィン構造の大量材料除去に最適です
ワンストップ製造:粗加工から粉体塗装、最終マーキングまでの完全な工程を、厳密な納期管理のもとで提供します
よくある質問(FAQs)
5軸CNC加工により、熱接触面ではどの程度の平面度公差を実現できますか?
粉体塗装はアルミニウム製ヒートシンクの熱伝導性にどのような影響を与えますか?
通信グレード部品に粉体塗装を行う前には、どのような表面前処理が必要ですか?
レーザーマーキングは、母材を損傷することなく粉体塗膜を貫通できますか?
通信システムにおけるヒートシンク取付で重要となる寸法公差は何ですか?
