जटिल कस्टम पुर्जों के लिए बहु-अक्ष मशीनिंग सेवाएं जिनमें कई कोणीय विशेषताएं होती हैं
जटिल कस्टम पुर्जों के लिए बहु-अक्ष मशीनिंग सेवाएं जिनमें कई कोणीय विशेषताएं होती हैं
कई कस्टम धातु और इंजीनियरिंग सामग्री के पुर्जों के लिए, वास्तविक विनिर्माण चुनौती एकल पॉकेट, बोर या फेस नहीं है। यह विभिन्न दिशाओं से मशीन की गई विशेषताओं के बीच का संबंध है। जब किसी पुर्जे में कोणीय छिद्र, ढलान वाली सतहें, साइड फीचर्स, मल्टी-फेस माउंटिंग सतहें और जटिल गुहा ज्यामिति (cavity geometry) शामिल होती है, तो सामान्य वर्टिकल मशीनिंग मार्गों में अक्सर बार-बार फिर से क्लैम्पिंग की आवश्यकता होती है। इससे डेटम शिफ्ट, संचयी स्थिति त्रुटि और असंगत फीचर संबंधों का जोखिम बढ़ जाता है। यही कारण है कि जब मानक 3-अक्ष रूटिंग सबसे स्थिर या कुशल विकल्प नहीं रह जाती, तो कई खरीदार बहु-अक्ष मशीनिंग सेवाएं की तलाश करते हैं।
बहु-अक्ष मशीनिंग उन कस्टम पुर्जों के लिए विशेष रूप से मूल्यवान है जहां आकार सहनशीलता (size tolerance) के समान ही फीचर ओरिएंटेशन महत्वपूर्ण होता है। इन परियोजनाओं में, लक्ष्य केवल अधिक जटिल आकार को मशीन करना नहीं है। लक्ष्य सेटअप की संख्या को कम करना, कठिन फीचर्स तक पहुंच में सुधार करना और पूरी प्रक्रिया मार्ग में कई फेस, छिद्र और कार्यात्मक सतहों के बीच स्थिति संबंध को अधिक स्थिर रखना है। जटिल कस्टम पुर्जों के लिए, इसका व्यावहारिक मूल्य अक्सर केवल गति से अधिक होता है।

बहु-अक्ष मशीनिंग सेवाएं क्या हैं?
बहु-अक्ष मशीनिंग सेवाओं का उपयोग तब किया जाता है जब किसी पुर्जे को केवल सरल वर्टिकल 3-अक्ष मशीनिंग के साथ कुशलतापूर्वक या सटीक रूप से उत्पादित नहीं किया जा सकता है। मानक X, Y, और Z अक्षों से परे रोटर पोजिशनिंग या समवर्ती गति जोड़कर, निर्माता कम सेटअप के साथ कोणीय छिद्र, ढलान वाली सतहें, साइड फीचर्स, मल्टी-फेस विवरण और जटिल कॉन्टूर को मशीन कर सकते हैं। पुर्जे के आधार पर, इसमें इंडेक्स्ड पोजिशनिंग, 3+2 मशीनिंग, 4-अक्ष मशीनिंग, या व्यापक बहु-अक्ष प्रक्रिया परिवार के भीतर पूर्ण समवर्ती 5-अक्ष शैली टूल एक्सेस शामिल हो सकता है।
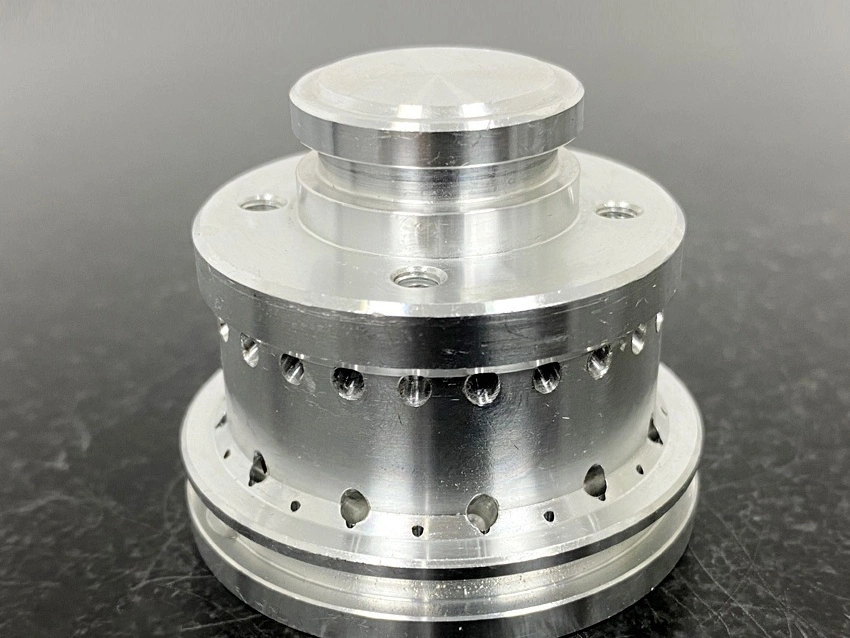
यह बहु-अक्ष मशीनिंग को कस्टम ब्रैकेट, मैनिफोल्ड, परिशुद्धता फिक्स्चर, हाउसिंग, एयरोस्पेस-शैली के घटकों और अन्य ऐसे पुर्जों के लिए विशेष रूप से उपयुक्त बनाता है जिनकी ज्यामिति कई फेस में वितरित होती है। यह केवल विदेशी आकारों के लिए एक "उच्च-स्तरीय" विकल्प नहीं है। यह अक्सर अधिक तर्कसंगत प्रक्रिया होती है जब बार-बार फिर से क्लैम्पिंग करने से अनावश्यक विनिर्माण जोखिम पैदा होगा। अधिकांश परियोजनाओं में, बहु-अक्ष मशीनिंग एक अलग अलग श्रेणी के बजाय व्यापक CNC मशीनिंग सेवाओं के एक उन्नत विस्तार के रूप में कार्य करती है।
किन पुर्जा विशेषताओं के लिए आमतौर पर बहु-अक्ष मशीनिंग की आवश्यकता होती है?
पुर्जों को आमतौर पर बहु-अक्ष मशीनिंग से लाभ होता है जब मुख्य चुनौती कई दिशाओं से पहुंच है या जब कई फीचर्स को विभिन्न फेस में एक-दूसरे से कसकर संबंधित रहना चाहिए। ये अक्सर वे पुर्जे होते हैं जिन्हें तकनीकी रूप से सरल उपकरणों पर मशीन किया जा सकता है, लेकिन केवल कई सेटअप, उच्च जोखिम और अधिक कठिन निरीक्षण संरेखण के साथ।
फीचर प्रकार | बहु-अक्ष मशीनिंग कैसे मदद करती है |
|---|---|
कोणीय छिद्र (Angled holes) | द्वितीयक ड्रिलिंग सेटअप को कम करता है और छिद्र ओरिएंटेशन सटीकता में सुधार करता है |
ढलान वाली सतहें (Inclined surfaces) | गैर-क्षैतिज फेस तक सीधे टूल पहुंच की अनुमति देता है |
बहु-पक्षीय फीचर्स (Multi-side features) | बार-बार क्लैम्पिंग और डेटम ट्रांसफर त्रुटि को कम करता है |
गहरी पॉकेट (Deep pockets) | प पहुंच में सुधार करता है और अत्यधिक टूल ओवरहैंग को कम कर सकता है |
जटिल कॉन्टूर (Complex contours) | परिवर्तनशील सतहों पर टूल ओरिएंटेशन को अधिक सुचारू बनाने का समर्थन करता है |
अंडरकट जैसी पहुंच क्षेत्र (Undercut-like access zones) | इंडेक्स्ड या समवर्ती अक्ष गति के माध्यम से पहुंचा जा सकता है |
परिशुद्धता माउंटिंग फेस (Precision mounting faces) | महत्वपूर्ण सतहों के बीच बेहतर संबंध बनाए रखता है |
व्यावहारिक रूप से, मानक 3-अक्ष उपकरणों पर मशीन किए गए जटिल बहु-पक्षीय पुर्जों को ज्यामिति के आधार पर तीन से छह सेटअप की आवश्यकता हो सकती है। जब 3+2 या व्यापक बहु-अक्ष रूटिंग का उपयोग किया जाता है, तो उनमें से कुछ समान पुर्जों को एक या दो सेटअप तक कम किया जा सकता है। प्रत्येक समाप्त किया गया सेटअप आमतौर पर डेटम रूपांतरण त्रुटि और संचित कोणीय गलत संरेखण के जोखिम को कम करता है।
बहु-अक्ष मशीनिंग बनाम मानक 3-अक्ष CNC मशीनिंग
मानक 3-अक्ष मशीनिंग और बहु-अक्ष मशीनिंग दोनों महत्वपूर्ण हैं, लेकिन वे विभिन्न प्रकार के पुर्जों के लिए उपयुक्त हैं। अंतर यह नहीं है कि एक "अच्छा" है और दूसरा "बेहतर" है। वास्तविक अंतर यह है कि मानक 3-अक्ष मशीनिंग सरल प्रिज्मीय ज्यामिति के लिए अधिक कुशल है, जबकि बहु-अक्ष मशीनिंग तब अधिक मूल्यवान हो जाती है जब पुर्जे में कई ओरिएंटेशन, अधिक जटिल पहुंच की स्थितियां, या कई फेस में कसकर फीचर संबंध होते हैं।
आइटम | मानक 3-अक्ष CNC मशीनिंग | बहु-अक्ष मशीनिंग |
|---|---|---|
टूल गति (Tool movement) | X, Y, Z रैखिक अक्ष | रैखिक अक्ष плюс रोटर पोजिशनिंग या समवर्ती गति |
किसके लिए सर्वोत्तम | सरल प्रिज्मीय पुर्जे | जटिल कोणीय और बहु-पक्षीय पुर्जे |
सेटअप संख्या | बहु-पक्षीय पुर्जों के लिए अक्सर अधिक | अक्सर कम हो जाती है |
फीचर एक्सेस | मुख्य रूप से वर्टिकल टूल दिशा द्वारा सीमित | साइड और कोणीय फीचर्स तक बेहतर पहुंच |
डेटम स्थिरता | बार-बार फिर से क्लैम्पिंग से अधिक प्रभावित | जब सेटअप संख्या कम हो जाती है तो आमतौर पर बेहतर |
विशिष्ट अनुप्रयोग | प्लेटें, ब्रैकेट, सरल हाउसिंग | मैनिफोल्ड, जटिल ब्रैकेट, फिक्स्चर, एयरोस्पेस-शैली के घटक |
कई पुर्जों के लिए, आधार सामग्री हटाने अभी भी भारी रूप से CNC मिलिंग सेवाओं पर निर्भर हो सकता है। मुख्य अंतर यह है कि क्या ज्यामिति को केवल एक मुख्य टूल दिशा के साथ कुशलतापूर्वक पहुंचा और नियंत्रित किया जा सकता है या क्या फीचर संबंधों की रक्षा करने के लिए अतिरिक्त अक्ष एक्सेस की आवश्यकता है।
जटिल ज्यामिति के लिए बहु-अक्ष मशीनिंग सटीकता में कैसे सुधार करती है
बहु-अक्ष मशीनिंग का मुख्य मूल्य केवल यह नहीं है कि यह अधिक जटिल आकार बना सकती है। इसका गहरा मूल्य यह है कि यह फिर से पोजिशनिंग को कम करती है। जटिल पुर्जों के लिए, सबसे बड़ा आयामी जोखिम अक्सर एकल छिद्र व्यास या एकल समतलता आवश्यकता नहीं होता है। यह विभिन्न दिशाओं से मशीन की गई विशेषताओं के बीच का स्थिति संबंध है। प्रत्येक मैनुअल री-क्लैम्प कोण त्रुटि, स्थिति ड्रिफ्ट, असंगत क्लैम्पिंग बल, या मशीनिंग और निरीक्षण संदर्भों के बीच बेमेल की संभावना पैदा करता है।
बहु-अक्ष मशीनिंग मैनुअल री-पोजिशनिंग को कम करके और वास्तविक कार्य सतह तक टूल पहुंच में सुधार करके इन फीचर संबंधों को बनाए रखने में मदद करती है। यह कई छिद्र पैटर्न, प्रतिच्छेदी फेस, कोणीय माउंटिंग फीचर्स और जटिल असेंबली ज्यामिति वाले पुर्जों के लिए विशेष रूप से महत्वपूर्ण है। इन पुर्जों पर, कम सेटअप का अक्सर अधिक स्थिर डेटम तर्क, अधिक दोहराव योग्य ओरिएंटेशन नियंत्रण और संयुक्त स्थिति त्रुटि के कम जोखिम का अर्थ होता है।
बहु-अक्ष मशीन किए गए पुर्जों के लिए उपयुक्त सामग्रियां
बहु-अक्ष मशीनिंग को अन्य CNC मार्गों में उपयोग की जाने वाली कई समान सामग्रियों पर लागू किया जा सकता है, लेकिन प्रत्येक सामग्री प्रक्रिया की प्राथमिकताओं को बदल देती है। एल्यूमीनियम मिश्र धातुएं अक्सर अपनी अच्छी मशीनेबिलिटी और जटिल हाउसिंग, ब्रैकेट और संरचनात्मक पुर्जों में उनके सामान्य उपयोग के कारण अच्छी तरह से उपयुक्त होती हैं। स्टेनलेस स्टील के लिए आमतौर पर ऊष्मा और टूल पहन के मजबूत नियंत्रण की आवश्यकता होती है। टाइटेनियम मिश्र धातुओं को छोटे टूल ओवरहैंग और बेहतर पहुंच नियंत्रण से लाभ होता है, जो गहरे या अधिक जटिल फीचर्स पर बहु-अक्ष रूटिंग को विशेष रूप से मूल्यवान बना सकता है। टूल स्टील के लिए स्थिर फिनिशिंग रणनीति और सावधानीपूर्वक सेटअप योजना की आवश्यकता होती है। तांबे के मिश्र धातुओं को बर्र्स और सतह चिह्नांकन पर ध्यान देने की आवश्यकता होती है। इंजीनियरिंग प्लास्टिक को विरूपण को कम करने के लिए नियंत्रित क्लैम्पिंग की आवश्यकता होती है।
सामग्री | बहु-अक्ष मशीनिंग विचार |
|---|---|
एल्यूमीनियम मिश्र धातुएं | अच्छी मशीनेबिलिटी, जटिल हाउसिंग और ब्रैकेट के लिए उपयुक्त |
स्टेनलेस स्टील | ऊष्मा और टूल पहन नियंत्रण की आवश्यकता |
टाइटेनियम मिश्र धातुएं | अनुकूलित_engagement_और छोटे टूल ओवरहैंग से लाभ |
टूल स्टील | स्थिर सेटअप और नियंत्रित फिनिशिंग की आवश्यकता |
तांबे के मिश्र धातुएं | बर्र और सतह खरोंच नियंत्रण की आवश्यकता |
इंजीनियरिंग प्लास्टिक | विरूपण से बचने के लिए सावधानीपूर्वक क्लैम्पिंग की आवश्यकता |
बहु-अक्ष मशीनिंग कोटेशन के लिए किन फाइलों की आवश्यकता है?
जटिल बहु-अक्ष पुर्जों के लिए आदर्श रूप से 3D और 2D दोनों जानकारी का उपयोग करके कोटेशन दिया जाना चाहिए। टूल एक्सेस, टकराव जोखिम, वर्कहोल्डिंग व्यवहार्यता और संभावित मशीनिंग अनुक्रम का मूल्यांकन करने के लिए 3D CAD फाइल महत्वपूर्ण है। सहनशीलता, GD&T आवश्यकताओं, महत्वपूर्ण फीचर्स और निरीक्षण अपेक्षाओं की पुष्टि करने के लिए 2D ड्राइंग की आवश्यकता होती है। दोनों के बिना, आपूर्तिकर्ता ज्यामिति का न्याय कर सकता है लेकिन पूर्ण इंजीनियरिंग इरादे का नहीं।
आवश्यक RFQ जानकारी | यह क्यों महत्वपूर्ण है |
|---|---|
3D CAD फाइल: STEP, X_T, IGS | टूलपाथ समीक्षा और मशीनिंग पहुंच मूल्यांकन का समर्थन करता है |
सहनशीलता के साथ 2D ड्राइंग | महत्वपूर्ण आयाम और निरीक्षण मानकों को परिभाषित करता है |
सामग्री ग्रेड | कटिंग रणनीति और टूल चयन को प्रभावित करता है |
मात्रा | फिक्स्चर और प्रक्रिया योजना को बदलता है |
महत्वपूर्ण फीचर्स | वास्तविक कारण की पहचान करने में मदद करता है कि बहु-अक्ष रूटिंग की क्यों आवश्यकता हो सकती है |
सतह फिनिश | कार्यात्मक और सौंदर्य क्षेत्रों पर अंतिम सतह अपेक्षाओं को परिभाषित करता है |
ऊष्मा उपचार | प्रक्रिया क्रम और फिनिशिंग दृष्टिकोण को प्रभावित कर सकता है |
निरीक्षण आवश्यकताएं | स्पष्ट करें कि क्या CMM या अन्य रिपोर्टिंग की आवश्यकता है |
अनुप्रयोग या असेंबली फंक्शन | यह प्राथमिकता देने में मदद करता है कि कौन से फीचर संबंध सबसे महत्वपूर्ण हैं |
आपको बहु-अक्ष मशीनिंग सेवाओं का चयन कब करना चाहिए?
आपको आमतौर पर बहु-अक्ष मशीनिंग सेवाओं पर विचार करना चाहिए जब पुर्जे में कई कोणीय छिद्र या ढलान वाले फेस शामिल हों, जब पुर्जे के कई पक्षों को मशीन करने की आवश्यकता हो, जब कार्यात्मक सतहों को एक-दूसरे से सटीक रूप से संबंधित रहना चाहिए, जब मानक 3-अक्ष मशीनिंग में बार-बार फिर से क्लैम्पिंग की आवश्यकता होगी, या जब पुर्जे में जटिल कॉन्टूर या गुहा ज्यामिति हो जो एक निश्चित टूल दिशा के साथ पहुंचना कठिन हो। यह एक मजबूत विकल्प है भी जब कम सेटअप-संबंधित जोखिम के साथ जटिल पुर्जों के छोटे बैचों का विनिर्माण करने की आवश्यकता हो।
प्रक्रिया मार्गों की तुलना करने वाले खरीदारों के लिए, वास्तविक प्रश्न आमतौर पर यह नहीं होता है कि क्या किसी पुर्जे को सरल उपकरणों पर किसी तरह मशीन किया जा सकता है। यह है कि क्या चुना गया मार्ग आवश्यक मात्रा के लिए पुर्जे को सटीक, निरीक्षण योग्य और पर्याप्त कुशल रख सकता है। जब उत्तर कम सेटअप और जटिल ज्यामिति तक बेहतर पहुंच पर निर्भर करता है, तो बहु-अक्ष मशीनिंग सेवाएं अक्सर अधिक भरोसेमंद विकल्प होती हैं।
FAQ
कस्टम धातु के पुर्जों के लिए आपको बहु-अक्ष मशीनिंग कब चुननी चाहिए?
कौन से पुर्जा फीचर्स बहु-अक्ष CNC मशीनिंग के लिए सबसे उपयुक्त हैं?
बहु-अक्ष मशीनिंग सेटअप समय और स्थिति त्रुटियों को कैसे कम करती है?
बहु-अक्ष मशीन किए गए पुर्जों के कोटेशन के लिए किस जानकारी की आवश्यकता है?
जटिल CNC पुर्जों के लिए आप बहु-अक्ष मशीनिंग आपूर्तिकर्ता का चयन कैसे करते हैं?
