Comment les fournisseurs contrôlent les coûts et la qualité dans la fabrication de petits lots

Comment les fournisseurs contrôlent les coûts et la qualité dans la fabrication de petits lots
Les fournisseurs contrôlent les coûts et la qualité dans la fabrication de petits lots en gérant l'ensemble du parcours de production plutôt qu'en se concentrant uniquement sur le temps d'usinage d'une pièce unique. Dans les projets réels, le coût des petits lots comprend l'utilisation des matériaux, la préparation des montages, le temps de réglage, l'effort d'inspection, la cohérence du traitement de surface, le risque de retouche et la stabilité de la livraison. La qualité dépend de la capacité du fournisseur à maintenir stables, sur l'ensemble du lot et à un coût raisonnable, les cotes clés, les positions des trous, les filetages, les surfaces d'étanchéité, les références d'assemblage et la qualité esthétique.
C'est pourquoi la fabrication de petits lots ne se résume pas simplement à « moins de pièces ». Il s'agit d'une étape de fabrication contrôlée qui nécessite toujours une forte expertise en usinage CNC, une usinage de précision rigoureuse et une exécution coordonnée. Pour de nombreuses pièces CNC produites en petits lots, le fournisseur doit équilibrer flexibilité et répétabilité simultanément, ce qui est précisément là où une bonne ingénierie et un contrôle des processus ajoutent le plus de valeur.
1. L'analyse DFM est la première étape car les problèmes de coûts commencent souvent avant l'usinage
L'analyse DFM (Conception pour la Fabrication) est l'un des moyens les plus efficaces de contrôler à la fois les coûts et la qualité dans la fabrication de petits lots. À ce stade, le fournisseur vérifie si le plan contient des tolérances serrées inutiles, des caractéristiques profondes difficiles à usiner, des parois minces excessives, une logique de référence médiocre, des coins difficiles d'accès ou d'autres détails qui rendent l'usinage plus coûteux sans améliorer la fonctionnalité. Une bonne analyse aide l'acheteur à conserver les caractéristiques importantes et à supprimer les charges de processus évitables.
Cela importe d'autant plus dans le travail en petits volumes que le temps d'ingénierie et l'effort de réglage sont répartis sur moins de pièces que dans la production de grande série. Une petite amélioration du plan apportée avant sa diffusion peut réduire le temps d'usinage, diminuer la difficulté d'inspection et réduire simultanément le risque de retouche.
Domaine de contrôle | Comment les fournisseurs l'utilisent | Principal avantage |
|---|---|---|
Analyse DFM | Vérifier la difficulté des caractéristiques, la logique des tolérances et la fabricabilité | Réduit les coûts d'usinage évitables et les retouches |
Parcours de processus | Planifier une séquence d'usinage stable et un flux d'inspection | Améliore la cohérence et réduit les risques de production |
Utilisation des matériaux | Optimiser la taille du brut et les allowances d'usinage | Réduit le gaspillage de matériaux et le coût total |
Stratégie de montage | Utiliser des montages standardisés ou des outillages souples lorsque cela est approprié | Réduit les coûts de réglage tout en protégeant la répétabilité |
Planification de l'inspection | Adapter les outils et les points de contrôle aux caractéristiques critiques | Maintient la qualité stable sans gaspillage excessif d'inspection |
2. Un parcours de processus raisonnable contrôle à la fois le coût d'usinage et la stabilité des pièces
Un bon fournisseur n'usine pas les pièces de petits lots dans n'importe quel ordre jugé pratique. Le parcours de processus doit être construit autour de la stabilité des références, de la protection des caractéristiques critiques et d'un flux d'usinage efficace. Cela signifie décider quelles surfaces sont usinées en premier, quelles caractéristiques doivent partager le même réglage et quelles opérations doivent être terminées avant l'inspection ou le traitement de surface.
Pour les pièces CNC de petits lots, un meilleur parcours de processus réduit généralement les coûts en diminuant les manipulations répétées et réduit les risques de qualité en maintenant la géométrie de la pièce plus stable. C'est l'une des raisons pour lesquelles les fournisseurs expérimentés surpassent souvent les devis moins chers qui ne montrent pas de véritable planification de processus.
3. L'utilisation des matériaux et le nombre de réglages ont un impact majeur sur le coût des petits lots
Dans la fabrication de petits lots, le coût total est fortement influencé par l'utilisation des matériaux et le nombre de réglages. Un mauvais choix de brut peut gaspiller des stocks coûteux, tandis que trop de réglages peuvent ajouter de la main-d'œuvre, des changements de montage, des erreurs de référencement supplémentaires et un temps de cycle plus long. Un fournisseur solide cherche des moyens de réduire l'enlèvement de matière inutile, de diminuer le nombre de réglages et de maintenir les caractéristiques critiques dans les conditions de maintien de pièce les plus stables possibles.
C'est pourquoi le coût dans le travail en petits volumes ne concerne pas seulement le temps de broche. Parfois, un meilleur choix de brut ou un réglage en moins permet d'économiser plus qu'un petit changement de vitesse d'avance ou de coupe.
4. Les trajectoires d'outil, les montages standard et les outillages souples aident à contrôler les coûts sans réduire la qualité
La stratégie de trajectoire d'outil est un autre facteur important de coût et de qualité. Des trajectoires d'outil efficaces réduisent la coupe dans le vide inutile, améliorent la cohérence de la surface et diminuent le temps de cycle sans rendre le processus instable. Parallèlement, les fournisseurs utilisent souvent des montages standard ou des outillages souples dans la fabrication de petits lots pour équilibrer coût et contrôle. Un outillage dur entièrement personnalisé peut être inutile à ce stade, mais des montages souples répétables peuvent néanmoins protéger suffisamment l'alignement, la position des trous et les faces critiques pour une production de lot stable.
C'est là que la pensée liée à l'usinage de précision devient précieuse. L'objectif n'est pas de surdimensionner le processus, mais de mettre en place suffisamment de contrôle pour maintenir les caractéristiques importantes stables à un niveau de coût raisonnable.
Facteur de coût | Pourquoi c'est important en petits volumes | Comment les fournisseurs le contrôlent |
|---|---|---|
Gaspillage de matière première | Chaque pièce supporte une part plus élevée du coût des matériaux | Utiliser un dimensionnement de brut meilleur et une planification des stocks plus intelligente |
Trop de réglages | Ajoute de la main-d'œuvre, du temps de montage et des risques d'alignement | Réduire les manipulations et combiner les opérations lorsque possible |
Trajectoires d'outil inefficaces | Augmente le temps de cycle et réduit parfois la stabilité de la surface | Optimiser l'itinéraire de coupe et la séquence des caractéristiques |
Gaspillage d'inspection | Les petits volumes nécessitent toujours des contrôles rigoureux, mais pas de surcontrôle aléatoire | Concentrer l'inspection sur les caractéristiques critiques et la fonction réelle |
Risque de retouche | Quelques pièces défectueuses peuvent nuire à l'ensemble du projet | Utiliser l'approbation de première pièce et le contrôle en cours de processus |
5. L'inspection de première pièce et l'inspection de lot prouvent que petit volume ne signifie pas faible qualité
La fabrication de petits lots nécessite toujours une discipline d'inspection rigoureuse. L'inspection de première pièce est cruciale car elle confirme le réglage avant que la totalité du lot ne soit poursuivie. Ensuite, l'inspection de lot aide à vérifier que le processus approuvé reste stable tout au long de la série. Ceci est particulièrement important pour les cotes clés, les positions des trous, les filetages, les surfaces d'étanchéité, les références d'assemblage et les zones cosmétiques visibles où la variation d'une pièce à l'autre créerait de réels problèmes fonctionnels ou commerciaux.
Pour les acheteurs, c'est un point important : petit volume ne signifie pas norme basse. Dans de nombreux cas, l'attente de qualité est déjà beaucoup plus proche de la production que du travail de prototypage précoce.
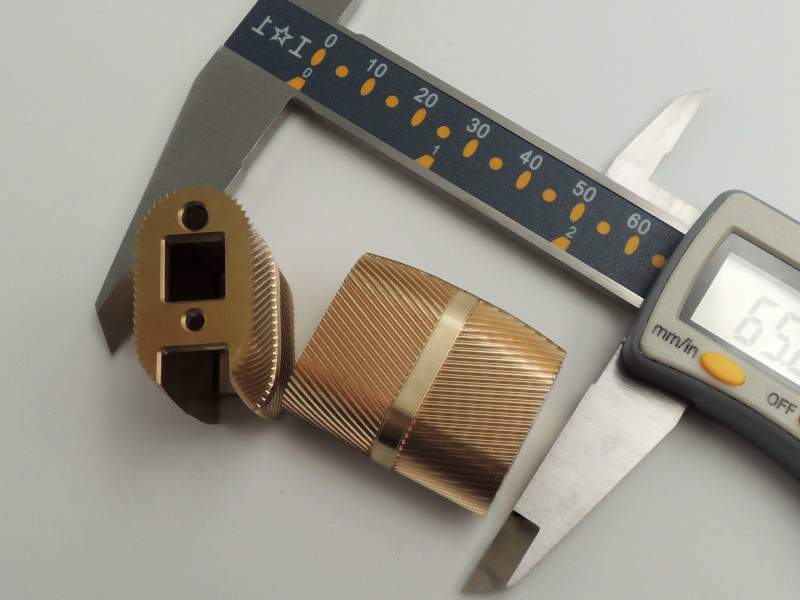
6. Les MMT, jauges filetées, jauges à pige et contrôles de rugosité sont utilisés car différentes caractéristiques nécessitent différentes méthodes de vérification
Un fournisseur fiable choisit les outils d'inspection en fonction de l'exigence réelle de la caractéristique. L'inspection par MMT (Machine à Mesurer Tridimensionnelle) est utile pour la précision positionnelle et géométrique. Les jauges filetées confirment l'ajustement du filetage. Les jauges à pige aident à vérifier rapidement et de manière répétable les trous et les alésages petits. Les tests de rugosité aident à confirmer que les surfaces d'étanchéité, les surfaces d'apparence et les zones de contact fonctionnelles répondent aux conditions de finition requises. Ces méthodes ne sont pas des détails optionnels dans la fabrication de petits lots. Elles font partie de la façon dont les fournisseurs maintiennent la stabilité des pièces CNC de petits lots sans tout surcontrôler aveuglément.
Lorsqu'ils sont utilisés correctement, ce mélange d'inspections contrôle la qualité plus efficacement et soutient simultanément une meilleure confiance dans la livraison.
7. La cohérence du traitement de surface doit également être contrôlée car la qualité ne s'arrête pas après l'usinage
Pour de nombreuses pièces de petits lots, l'usinage n'est qu'une étape du travail. La cohérence du traitement de surface affecte également l'apparence, la résistance à la corrosion, le toucher de la surface et les performances d'assemblage. Si une variation de finition apparaît après l'usinage, la pièce peut toujours échouer aux attentes du client même lorsque les dimensions sont correctes. C'est pourquoi les fournisseurs doivent contrôler non seulement la qualité d'usinage, mais aussi la stabilité des étapes post-processus et de l'apparence finale.
C'est là qu'un service guichet unique coordonné peut ajouter de la valeur. Une meilleure coordination entre l'usinage, l'inspection, la finition et l'expédition réduit les risques d'inadéquation et aide à maintenir un résultat de livraison global plus stable.
8. Les meilleurs fournisseurs contrôlent le coût total du projet, pas seulement le prix unitaire
L'une des leçons les plus importantes pour les acheteurs est que le coût des petits volumes ne se limite pas au seul temps d'usinage d'une pièce unique. Il comprend également les matériaux, les montages, l'inspection, le traitement de surface, l'exposition aux retouches et la stabilité de la livraison. Un devis bas peut toujours devenir un projet coûteux si le processus est instable, si l'inspection est faible ou si le résultat de finition est incohérent. C'est pourquoi les meilleurs fournisseurs réduisent le gaspillage total au lieu de poursuivre uniquement un prix unitaire visible plus bas.
Dans une bonne fabrication de petits lots, le contrôle des coûts et le contrôle de la qualité se soutiennent mutuellement. Une meilleure planification réduit les retouches. Un meilleur contrôle de la première pièce réduit les rebuts. Un meilleur contrôle d'inspection réduit les risques sur le terrain. Une meilleure coordination de la finition améliore la cohérence de la livraison. C'est ainsi que les fournisseurs maintiennent à la fois les coûts et la qualité sous contrôle simultanément.
9. Résumé
En résumé, les fournisseurs contrôlent les coûts et la qualité dans la fabrication de petits lots grâce à l'analyse DFM, un parcours de processus raisonnable, une meilleure utilisation des matériaux, moins de réglages inutiles, des trajectoires d'outil plus intelligentes, des montages appropriés, l'inspection de première pièce, l'inspection de lot, les contrôles par MMT, les contrôles par jauges filetées, les contrôles par jauges à pige, la vérification de la rugosité et le contrôle de la cohérence de la finition de surface.
Pour les acheteurs, l'idée clé est simple : le coût de la fabrication de petits lots n'est pas seulement le temps de coupe d'une pièce. Il comprend les matériaux, l'outillage, l'inspection, la finition, le risque de retouche et la stabilité de la livraison. C'est pourquoi une forte expertise en usinage CNC, une usinage de précision rigoureuse et un service guichet unique coordonné sont tous importants lorsque l'objectif est d'obtenir des pièces CNC de petits lots stables à un coût total raisonnable.