Usinage CNC 5 axes de boîtiers batterie Alu 6063 pour véhicules BYD
Contexte du projet : Boîtier de batterie haute précision pour modules de puissance de véhicules électriques
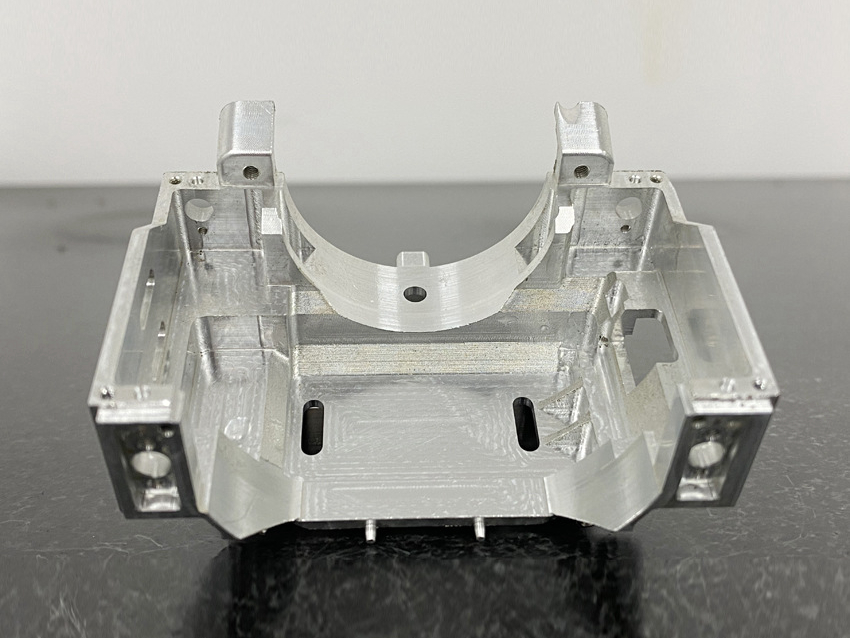
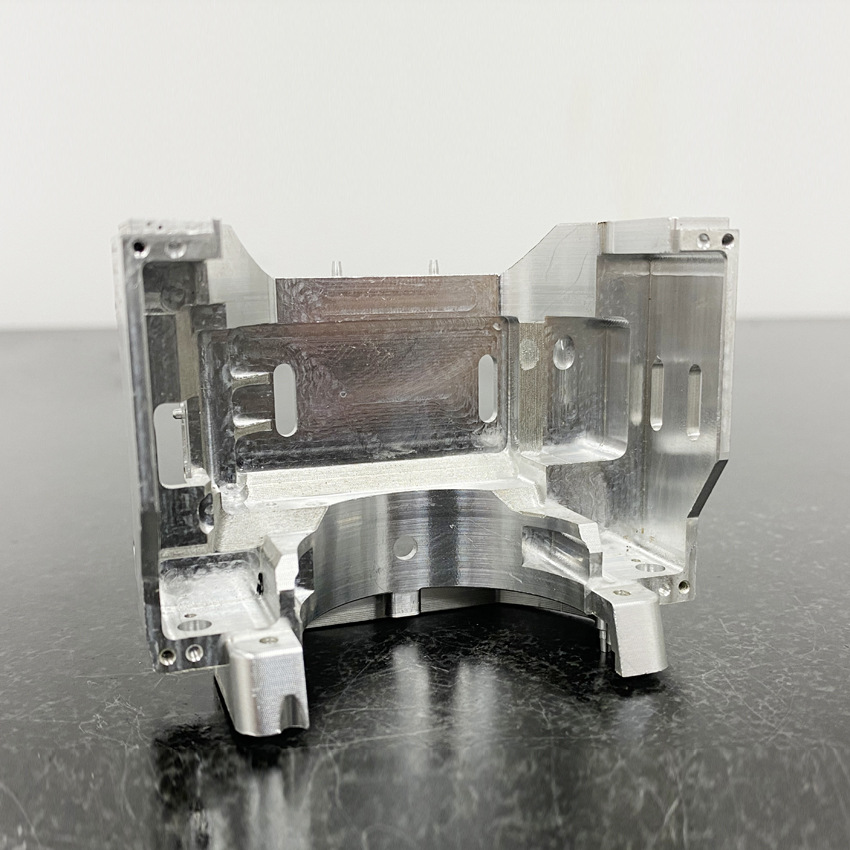
BYD, leader mondial de la fabrication de véhicules électriques, avait besoin d’un boîtier de batterie léger, résistant à la corrosion et usiné avec précision pour son dernier système de puissance pour véhicules électriques. Le boîtier devait répondre à des exigences strictes de planéité et d’étanchéité afin de garantir la fiabilité thermique et structurelle dans des conditions automobiles exigeantes. Neway a été sélectionné pour fournir une solution intégrée d’usinage CNC et de finition de surface.
Pourquoi l’aluminium 6063 pour les boîtiers de batterie de véhicules électriques
L’aluminium 6063 offre une excellente résistance à la corrosion, une bonne conductivité thermique et une finition de surface de haute qualité, ce qui en fait un matériau idéal pour les boîtiers de batterie dans les applications de véhicules électriques.
Propriété | Valeur |
|---|---|
Conductivité thermique | ~200 W/m·K |
Limite d’élasticité | ≥160 MPa |
Allongement | ≥10% |
Aptitude à la finition de surface | Excellente pour l’anodisation et le sablage |
Cet alliage permet également un contrôle dimensionnel précis, essentiel pour les interfaces d’étanchéité et l’assemblage modulaire. En savoir plus sur l’usinage CNC de l’aluminium 6063.
Flux d’usinage
Ébauche par fraisage CNC 3 axes
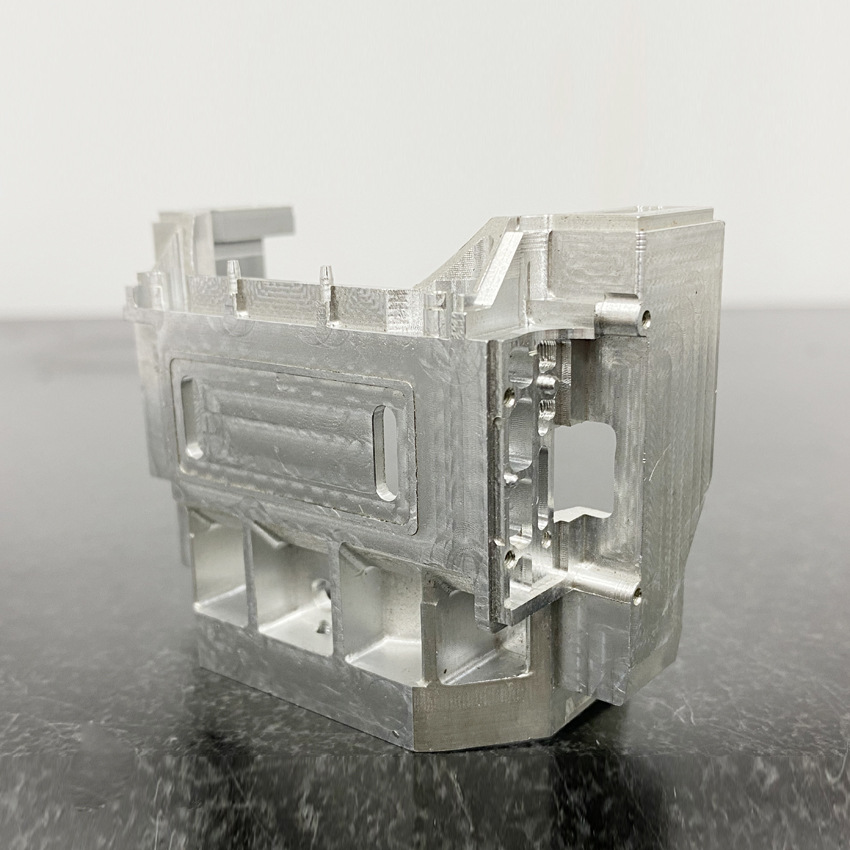
La matière en excès a été retirée à l’aide du fraisage CNC 3 axes, en formant la cavité interne et en conservant une surépaisseur d’usinage pour les surfaces de haute précision.
Usinage de précision CNC 5 axes
Les brides d’étanchéité critiques, les rainures de verrouillage et les interfaces de capteurs ont été finis en un seul montage grâce à l’usinage CNC 5 axes. La planéité a été maintenue dans une tolérance de ±0,015 mm, et les éléments d’assemblage ont été positionnés avec une répétabilité de ±0,02 mm.
Finition de surface
Pour améliorer la résistance à la corrosion et répondre aux exigences esthétiques et fonctionnelles de BYD, les traitements de surface suivants ont été appliqués :
Sablage : A produit une finition mate uniforme (~Ra 1,3 μm) et amélioré l’adhérence de l’anodisation
Anodisation : Application d’une couche anodique transparente de type II (épaisseur ~12 μm) pour la protection contre l’oxydation, l’augmentation de la dureté de surface et l’isolation électrique
Contrôle qualité
Inspection MMT : Tous les plans d’étanchéité et trous d’alignement ont été mesurés avec une précision de ±5 μm
Test d’épaisseur de l’anodisation : Vérifié par méthode à courants de Foucault, avec une homogénéité sur toutes les surfaces du boîtier
Contrôle de la planéité & du gauchissement : Les bases des boîtiers ont été contrôlées sur un marbre en granit avec des jauges d’écartement ≤0,02 mm
Résultats de production
Neway a livré un lot de 2 000 boîtiers de batterie avec un taux de réussite de 100 % sur les contrôles dimensionnels structurels et d’étanchéité. Les ingénieurs de BYD ont salué la régularité de la finition anodisée, conforme à leurs attentes thermiques et esthétiques. Les boîtiers se sont intégrés parfaitement dans les packs batteries sans aucune retouche d’assemblage.
Pourquoi choisir Neway pour les composants de batterie de véhicules électriques usinés CNC
Usinage CNC de l’aluminium : Permet une précision sur des géométries multi-faces sans repositionnement, réduisant l’accumulation des tolérances
Service d’usinage de précision : Garantit le maintien des dimensions critiques d’étanchéité et d’ajustement
Service de fabrication tout-en-un : Intégration fluide de l’usinage, de la finition, de l’inspection et de la livraison depuis une source unique
FAQ
Quelles sont les normes de tolérance pour les surfaces d’étanchéité des boîtiers de batterie de véhicules électriques ?
Comment l’aluminium 6063 se compare-t-il au 6061 en matière de conductivité thermique et de résistance à la corrosion ?
Quelle est l’épaisseur d’anodisation idéale pour les pièces en aluminium de qualité automobile ?
Comment l’usinage 5 axes améliore-t-il la production de boîtiers de batterie ?
Le sablage peut-il améliorer la durabilité de surface des pièces automobiles anodisées ?
