Prototipado de Componentes Eléctricos y Mecánicos mediante Mecanizado CNC de Cobre y Latón
Para el desarrollo de prototipos de piezas eléctricas y mecánicas, el mecanizado CNC personalizado suele ser la vía más rápida y práctica para validar la geometría, la conductividad, el ajuste y el rendimiento funcional antes de comprometerse con una producción a mayor escala. El cobre y el latón son especialmente importantes en este ámbito porque combinan un gran valor ingenieril con perfiles de rendimiento muy diferentes. El cobre se selecciona ampliamente cuando la conductividad eléctrica, la conductividad térmica o la eficiencia de transporte de corriente son críticas. El latón se elige a menudo cuando el prototipo necesita una mejor maquinabilidad, un rendimiento de corte más estable y una precisión fiable para accesorios, carcasas e interfaces mecánicas.
En los programas de prototipado, el objetivo rara vez es simplemente "fabricar la pieza". El verdadero objetivo es probar si el diseño funciona bajo condiciones realistas. Para las piezas eléctricas, esto puede significar verificar la geometría de contacto, el comportamiento de la resistencia, la disipación de calor o el ajuste del ensamblaje con aislantes y terminales. Para las piezas mecánicas, puede implicar comprobar el engrane de roscas, las interfaces de sellado, la función de deslizamiento, la precisión de sujeción o la compatibilidad dimensional con los ensamblajes circundantes. El mecanizado CNC ayuda a acelerar ese ciclo de aprendizaje porque la pieza puede producirse directamente a partir de datos CAD, revisarse rápidamente y mecanizarse en metales de ingeniería reales en lugar de materiales aproximados.
Por qué el Cobre y el Latón son Importantes para Prototipos de Piezas Eléctricas y Mecánicas
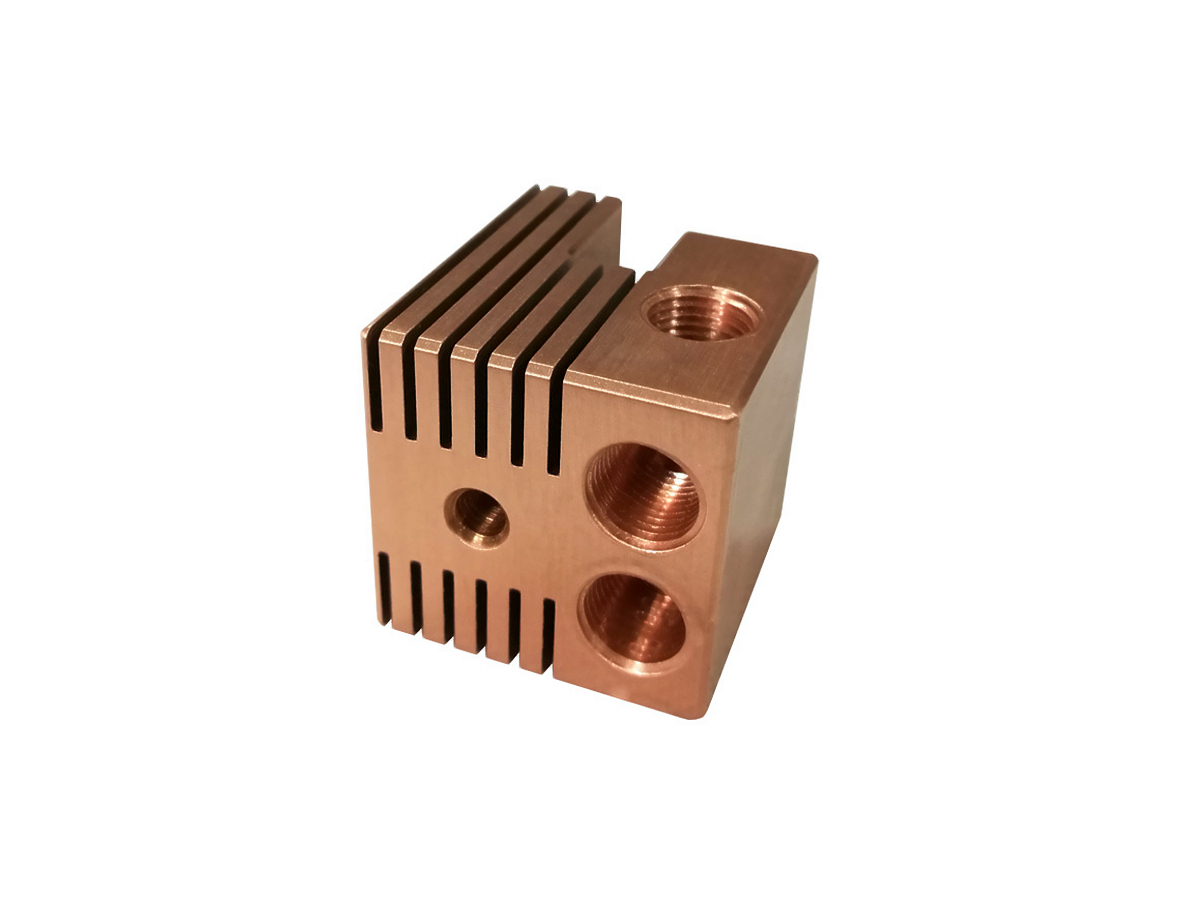
El cobre y el latón suelen agruparse en las conversaciones de adquisición, pero resuelven problemas de ingeniería diferentes. El cobre se favorece típicamente cuando el rendimiento depende de la transferencia eléctrica o térmica. Esto incluye piezas relacionadas con barras colectoras, bloques conductores, contactos eléctricos, elementos de transferencia de calor y componentes de conectores especializados. La ventaja de conductividad del cobre puede ser decisiva en la validación de prototipos, ya que el equipo puede necesitar probar el flujo de corriente real, el comportamiento del voltaje o el aumento de temperatura bajo carga, en lugar de solo verificar la geometría.
El latón, por el contrario, se prefiere a menudo cuando el prototipo tiene requisitos tanto mecánicos como de conductividad moderada, especialmente si el diseño incluye roscas, detalles de sellado, taladros de precisión, accesorios pequeños, características tipo válvula o formas estructurales compactas. El latón generalmente se mecaniza de manera más fácil y limpia que el cobre puro, lo que lo hace muy adecuado para piezas de prototipo de entrega rápida donde la precisión y la fabricabilidad importan tanto como la conductividad bruta. Esta lógica más amplia de selección de materiales está alineada con el Cobre y el Latón.
Cuándo Elegir Cobre para Prototipos Mecanizados por CNC
El cobre suele ser el material de prototipo correcto cuando el diseño debe validar la conductividad eléctrica, la transferencia de calor o la función electromagnética de manera realista. Ejemplos comunes incluyen bloques conductores, terminales portadores de corriente, cuerpos de contactos eléctricos, bases térmicas, características de conexión de alta potencia y piezas de prototipo que deben disipar el calor eficientemente. En estos casos, el aluminio o el latón pueden parecer similares geométricamente, pero no ofrecen la misma respuesta eléctrica y térmica que el cobre, por lo que pueden no ser sustitutos adecuados para una prueba de ingeniería funcional.
Sin embargo, el cobre no siempre es el material de prototipo más fácil de mecanizar. Muchos grados de cobre son más blandos y pueden comportarse de manera pegajosa durante el corte, lo que afecta el control de virutas, la consistencia del acabado superficial y la formación de rebabas. Esto significa que el prototipado exitoso de cobre depende de la geometría correcta de la herramienta, una sujeción de trabajo estable, avances y velocidades adecuados, y una comprensión clara de qué características son realmente críticas para la prueba. Para los prototipos funcionalmente eléctricos, esta compensación suele valer la pena porque validar el comportamiento conductivo real es más importante que maximizar la velocidad de mecanizado.
Mejores Casos de Uso para Prototipos de Cobre
Tipo de Prototipo | Por qué el Cobre es Adecuado | Objetivo Principal de Validación | Riesgo Típico a Controlar |
|---|---|---|---|
Contactos eléctricos | La alta conductividad soporta un flujo de corriente realista | Validación de resistencia e interfaz | Rebabas en la geometría de contacto |
Conectores de potencia | Buena conductividad y transferencia de calor | Comportamiento térmico y eléctrico | Deformación del material blando durante la manipulación |
Componentes de transferencia de calor | Fuerte conductividad térmica | Evaluación de la eficiencia de refrigeración | Daño superficial que afecta la calidad del contacto |
Detalles de utillajes conductores | Soporta pruebas funcionales de trayectoria de corriente | Verificación eléctrica a nivel de sistema | Inestabilidad dimensional por distorsión de sujeción |
Cuándo Elegir Latón para Prototipos Mecanizados por CNC
El latón es a menudo el mejor material de prototipo cuando el componente debe combinar buena precisión dimensional, maquinabilidad fiable, conductividad moderada y rendimiento mecánico práctico. Es particularmente efectivo para piezas roscadas, elementos tipo válvula, carcasas, accesorios neumáticos o hidráulicos, conectores de prototipo rápidos, casquillos y piezas mecánicas con pequeñas características ajustadas. En comparación con el cobre, el latón generalmente ofrece una ruptura de virutas más fácil, una mejor estabilidad dimensional durante el corte y una generación de superficie más limpia en muchas operaciones CNC.
Para los programas de prototipado, esto significa que el latón a menudo puede reducir el tiempo de mecanizado y mejorar la repetibilidad cuando la pieza incluye muchas características detalladas. Es especialmente útil cuando el objetivo del prototipo es principalmente geométrico, relacionado con el ensamblaje o funcionalmente mecánico, en lugar de maximizar la conductividad. En muchas piezas híbridas electro-mecánicas, el latón proporciona un fuerte equilibrio: suficiente conductividad para el hardware de interfaz, pero mucha mejor practicidad de mecanizado que el cobre puro.
Cobre vs. Latón para Prototipado: Cómo Decidir
La forma más rápida de decidir entre cobre y latón es identificar qué debe demostrar el prototipo. Si la función principal de la pieza es transferir corriente o calor y la prueba debe reflejar un comportamiento conductivo real, el cobre suele ser el mejor material. Si la función principal de la pieza es validar la geometría, roscas, sellado, ajuste, lógica de ensamblaje o características mecánicas de precisión, el latón es a menudo la opción más eficiente y económica.
Esta distinción es importante porque un prototipo debe diseñarse en torno al objetivo de la prueba, no por hábito. El uso excesivo de cobre puede aumentar la dificultad de mecanizado donde la conductividad no es realmente crítica. El uso excesivo de latón puede crear datos de rendimiento engañosos si se supone que la pieza actúa como un componente eléctrico altamente conductor. Por lo tanto, el mejor material de prototipo es aquel que responde a la pregunta de ingeniería más importante con la menor carga de fabricación innecesaria.
Comparación de Prototipos: Cobre vs. Latón
Factor de Comparación | Cobre | Latón |
|---|---|---|
Conductividad eléctrica | Más alta | Más baja, pero aún útil en muchos componentes |
Conductividad térmica | Más alta | Más baja que el cobre |
Maquinabilidad | Más difícil en muchos grados | Generalmente más fácil y rápida |
Mecanizado de roscas y características finas | Posible pero menos conveniente | Generalmente mejor |
Mejor propósito del prototipo | Validación eléctrica y térmica | Validación de ajuste mecánico y componentes de precisión |
Eficiencia de costos en prototipado | A menudo menor | A menudo mayor |
Cómo el Mecanizado CNC Soporta Revisiones Rápidas en el Desarrollo de Prototipos
Una de las mayores ventajas del mecanizado CNC para prototipos de cobre y latón es la velocidad de revisión. Los componentes eléctricos y mecánicos a menudo cambian después de la primera ronda de validación. Los anchos de contacto pueden necesitar ajuste, los orificios de montaje pueden desplazarse, las profundidades de rosca pueden cambiar, el espaciado de las ranuras puede requerir corrección o las superficies de contacto térmico pueden necesitar refinamiento. Con el mecanizado CNC, estas actualizaciones suelen poder implementarse directamente desde los datos CAD revisados sin crear nuevos moldes o utillajes rígidos.
Esto es especialmente importante en programas de prototipado donde no se espera que la primera iteración sea la final. Una respuesta rápida de mecanizado hace que sea práctico pasar por varios bucles de diseño mientras se siguen probando piezas en metal real. Para los compradores, esto acorta los ciclos de desarrollo y reduce el riesgo de bloquearse en un diseño no probado demasiado pronto.
Consideraciones de Diseño para el Mecanizado de Prototipos de Cobre y Latón
El diseño del prototipo debe reflejar las realidades del material seleccionado. Para el cobre, los ingenieros deben tener cuidado con las secciones delgadas no soportadas, las características extremadamente finas sensibles a rebabas y las superficies que deben permanecer limpias y planas para el rendimiento de contacto. El acceso de la herramienta y la eliminación de rebabas deben considerarse temprano, especialmente donde la calidad del contacto eléctrico depende de la condición del borde o la planitud local. Para el latón, el diseño suele tolerar roscas más intrincadas y características geométricas detalladas, pero las zonas críticas de sellado, ajuste y alineación aún necesitan un tolerancia claro en lugar de una sobre-precisión universal.
En ambos materiales, no todas las dimensiones merecen el mismo nivel de control. Los dibujos de prototipos más efectivos identifican qué características son esenciales para el propósito de validación y cuáles pueden permanecer en la tolerancia mecanizable estándar. Esto reduce el costo de cotización innecesario mientras preserva el valor funcional de la muestra.
Tolerancia y Acabado Superficial en Prototipos Eléctricos y Mecánicos
Para los componentes eléctricos de prototipo, la tolerancia y el acabado a menudo afectan el rendimiento directamente. Las caras de contacto pueden necesitar una planitud o calidad superficial controlada para garantizar un comportamiento de acoplamiento realista. Los patrones de agujeros y los datos de montaje pueden necesitar precisión para que el prototipo encaje correctamente en el ensamblaje más grande. En los prototipos mecánicos, la calidad de la rosca, las caras de sellado, los taladros, las ranuras y las características relacionadas con los cojinetes suelen importar más que el perfil exterior general. Por lo tanto, el prototipo debe tener tolerancias según lo que la validación esté destinada realmente a demostrar.
El acabado superficial también importa porque la rugosidad puede influir en la conductividad en las interfaces, el rendimiento del sellado, el comportamiento de la fricción y la calidad percibida. En las piezas de cobre, las rebabas excesivas o los bordes emborronados pueden debilitar la calidad del contacto. En las piezas de latón, un mal acabado puede reducir el realismo de las pruebas roscadas o de manejo de fluidos. Por eso, la estrategia de mecanizado y la revisión del acabado deben integrarse incluso en la etapa de prototipo en lugar de posponerse hasta la planificación de la producción.
Opciones Comunes de Materiales de Cobre y Latón para Prototipos CNC
Diferentes grados de cobre y latón sirven para diferentes objetivos de prototipo. En cobre, grados como Cobre C101 (T2), Cobre C110 (TU0) y Cobre C102 (Cobre Libre de Oxígeno) suelen ser relevantes dependiendo de la conductividad, pureza y necesidades de aplicación. En latón, los programas de prototipado a menudo consideran Latón C360, Latón C260 y Latón C377 dependiendo de la maquinabilidad, forma y función del componente.
La selección de materiales debe coincidir con el objetivo del prototipo. Si el objetivo es el máximo realismo conductivo, los grados de cobre de alta conductividad suelen ser más apropiados. Si el objetivo es la eficiencia de mecanizado de precisión para accesorios o piezas de interfaz mecánica, los grados de latón de libre mecanizado pueden crear resultados de prototipo más rápidos y limpios.
Qué Deben Proporcionar los Compradores para la Cotización de Prototipos de Cobre y Latón
Para cotizar y mecanizar eficazmente prototipos de cobre o latón, los compradores deben proporcionar un modelo 3D claro, cualquier dato de dibujo 2D disponible, la cantidad objetivo, el grado de material requerido y una breve explicación de qué necesita validar el prototipo. Para las piezas eléctricas, es especialmente útil indicar si la conductividad, la interfaz de contacto, la disipación de calor o el ajuste del terminal es el objetivo clave. Para las piezas mecánicas, los compradores deben identificar roscas críticas, zonas de sellado, taladros de acoplamiento o datos de ensamblaje.
También es útil indicar si el prototipo es puramente para validación interna, presentación al cliente o pruebas de preproducción. Esa distinción afecta si vale la pena aplicar acabados cosméticos, informes de inspección completos o tolerancias locales más estrictas en la primera construcción.
Aplicaciones Típicas de Prototipos para Mecanizado CNC de Cobre y Latón
Tipo de Aplicación | Dirección Preferida de Material | Objetivo Principal del Prototipo | Por qué el Mecanizado CNC Funciona Bien |
|---|---|---|---|
Terminales y contactos eléctricos | Cobre | Validar conductividad y geometría de acoplamiento | Mecanizado directo de materiales conductores reales |
Cuerpos de conectores y hardware híbrido | Latón o cobre dependiendo de la función | Verificar ajuste, interfaz y trayectoria de corriente | Revisión rápida y control de características de precisión |
Piezas de prototipo de transferencia de calor | Cobre | Comprobar rendimiento térmico | Soporta pruebas con material real rápidamente |
Accesorios de precisión y piezas tipo válvula | Latón | Probar roscas, sellado y ensamblaje mecánico | Fuerte maquinabilidad y consistencia dimensional |
Hardware de sensores o utillajes | Latón | Validar geometría compacta y lógica de montaje | Mecanizado eficiente de componentes pequeños y detallados |
Cómo Neway Soporta el Mecanizado de Prototipos de Cobre y Latón
En Neway, el mecanizado de prototipos de cobre y latón se planifica en torno al propósito real de validación de la pieza, en lugar de tratar cada muestra como un componente mecanizado genérico. Para los prototipos de cobre, la revisión se centra en las superficies relacionadas con la conductividad, los bordes sensibles a rebabas y la estrategia de mecanizado para una geometría funcional estable. Para los prototipos de latón, la revisión enfatiza la calidad de la rosca, la consistencia dimensional y el mecanizado eficiente de detalles mecánicos precisos.
Este enfoque por etapas ayuda a los compradores a obtener un prototipo que responda a las preguntas de ingeniería correctas sin agregar costos innecesarios en áreas no críticas. También hace que la revisión del diseño sea más efectiva, porque cada iteración puede alinearse con la razón real por la que se está probando la pieza.
Conclusión: Por qué el Mecanizado CNC de Cobre y Latón es Efectivo para el Desarrollo de Prototipos
El mecanizado CNC de cobre y latón es una ruta altamente efectiva para el prototipado de componentes eléctricos y mecánicos porque combina una rápida velocidad de revisión con una validación funcional en metal real. El cobre suele ser la mejor opción cuando el prototipo debe demostrar conductividad o rendimiento térmico. El latón es a menudo la mejor opción cuando el enfoque es el mecanizado de precisión, el ajuste mecánico, la calidad de la rosca y el desarrollo de prototipos rentable. Al elegir el material según el objetivo real de la prueba y utilizar el mecanizado CNC para acelerar la iteración, los compradores pueden validar el rendimiento crítico antes y reducir el riesgo antes de comenzar la fabricación en bajo volumen o en etapa de producción.
