Mecanizado CNC de 5 ejes de alta precisión para carcasa de lente óptica Sony en aluminio 6061
Antecedentes del Proyecto: Carcasa Estructural para Lente Óptica de Alta Gama
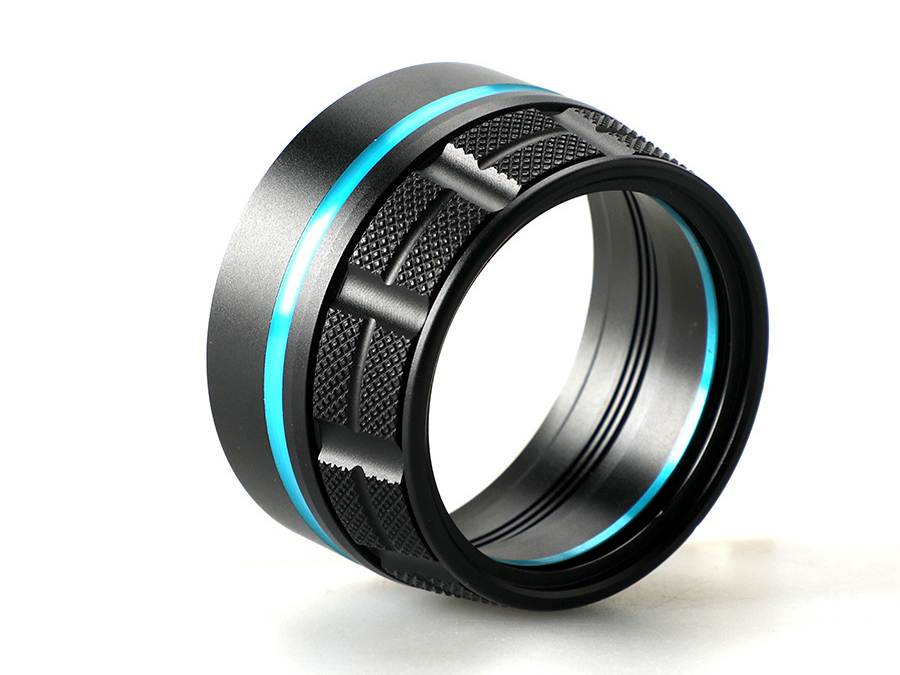
Sony requería una carcasa de lente de aluminio estructuralmente rígida, ligera y estéticamente refinada para uno de sus modelos insignia de lentes intercambiables. Este componente óptico debía cumplir con estrictas tolerancias dimensionales, expectativas cosméticas de la superficie y consistencia de la identidad de marca. Neway fue seleccionado como proveedor avanzado de mecanizado CNC para ofrecer un flujo de producción integral, desde el torneado en bruto hasta el acabado.
Por Qué el Aluminio 6061 para Carcasas de Lentes Ópticas
El aluminio 6061 logra el equilibrio ideal entre rendimiento estructural, resistencia a la corrosión y calidad del acabado superficial, algo esencial para las carcasas de componentes ópticos.
Propiedad | Valor |
|---|---|
Límite Elástico | ≥240 MPa |
Adecuación del Acabado Superficial | Excelente para recubrimiento y arenado |
Relación Resistencia-Peso | Alta |
Maquinabilidad | Excelente |
Su maquinabilidad estable y su compatibilidad con acabados superficiales la convierten en la aleación preferida para electrónica de consumo, industria aeroespacial y óptica de calidad para cámaras.


Desglose del Proceso de Mecanizado
Torneado CNC (Etapa de Desbaste)
El conformado inicial se realizó mediante torneado CNC, eliminando el material sobrante y estableciendo referencias concéntricas para el fresado posterior.
Mecanizado de Precisión CNC de 5 Ejes
La carcasa de la lente óptica incorporaba varios socavados, ranuras y anillos roscados en espiral para la interfaz de zoom/enfoque. El mecanizado CNC de 5 ejes permitió el acceso de herramientas en múltiples planos, logrando una concentricidad de ±0.01 mm entre los orificios ópticos críticos y las roscas.
Secuencia de Tratamiento Superficial
Para garantizar tanto la durabilidad como una apariencia premium, se realizaron los siguientes pasos:
Arenado: Proporcionó un acabado mate antirreflejo (~Ra 1.4 μm) ideal para carcasas de grado óptico
Pintura: Recubrimiento negro mate multicapa optimizado para estabilidad UV y resistencia al desgaste
Marcado Láser: Aplicación del número de serie y la insignia de la marca con alto contraste y sin distorsión térmica
Control de Calidad e Inspección
Verificación Dimensional: Todas las roscas y características del eje óptico se inspeccionaron con CMM y escaneo láser 3D
Pruebas Superficiales: La adhesión del recubrimiento se verificó según ASTM D3359; los niveles de brillo se controlaron bajo estándares de ángulo de 85°
Grabado del Logotipo: Se verificó la claridad y la profundidad utilizando herramientas de medición conformes con ISO 14782
Resultados de Producción
Las carcasas de las lentes se produjeron en lotes de 1,200 unidades, con cero rechazos y un rendimiento de primera pasada >99.5%. Sony informó una consistencia sobresaliente tanto en la alineación óptica como en la durabilidad del recubrimiento exterior. La carcasa superó las pruebas de ciclos térmicos y de choque por caída sin degradación cosmética ni desviación dimensional.
Por Qué Elegir Neway para Componentes de Lentes Ópticas CNC
Mecanizado CNC de Aluminio: Esencial para lograr precisión concéntrica y angular entre superficies ópticas y montajes roscados
Servicio de Torneado CNC: Permite una rápida eliminación de material y una geometría cilíndrica precisa
Servicio Integral de Fabricación: El control interno completo del mecanizado, recubrimiento y marcaje reduce el tiempo de entrega y mejora la consistencia
Preguntas Frecuentes
¿Cuál es la tolerancia alcanzable para carcasas de lentes ópticas utilizando mecanizado CNC de 5 ejes?
¿Cómo se prueba la adhesión del recubrimiento en piezas de aluminio mecanizadas por CNC?
¿Pueden las superficies pintadas y arenadas mantener una apariencia uniforme en lotes grandes?
¿Qué técnicas garantizan la concentricidad entre rosca y orificio en componentes cilíndricos de lentes?
¿Cómo afecta el marcado láser a la integridad final de la superficie de las piezas de aluminio pintadas?
