Высокоточная 5-осевая CNC-обработка корпуса оптической линзы Sony из алюминия 6061
Предыстория проекта: конструкционный корпус для высококлассного оптического объектива
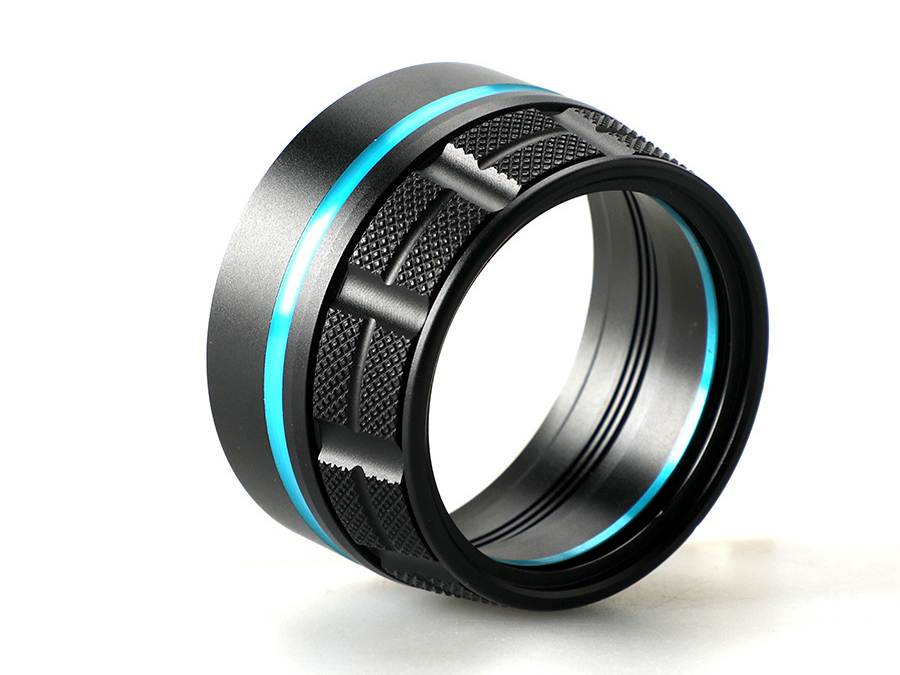
Sony требовался жесткий по конструкции, легкий и эстетически изысканный алюминиевый корпус объектива для одной из флагманских моделей сменных объективов. Этот оптический компонент должен был соответствовать строгим требованиям по размерным допускам, внешнему виду поверхности и единообразию фирменной идентификации. Компания Neway была выбрана в качестве поставщика передовой CNC-обработки для реализации комплексного производственного процесса под ключ — от чернового точения до финишной обработки.
Почему алюминий 6061 используется для корпусов оптических объективов
Алюминий 6061 обеспечивает идеальный баланс между конструкционной прочностью, коррозионной стойкостью и качеством поверхности, что особенно важно для корпусов оптических компонентов.
Свойство | Значение |
|---|---|
Предел текучести | ≥240 MPa |
Пригодность для обработки поверхности | Отлично подходит для нанесения покрытий и пескоструйной обработки |
Соотношение прочности к весу | Высокое |
Обрабатываемость | Отличная |
Его стабильная обрабатываемость и совместимость с финишной обработкой поверхности делают этот сплав оптимальным выбором для потребительской электроники, аэрокосмической отрасли и оптики для камер.


Разбор процесса обработки
CNC-точение (этап черновой обработки)
Первичное формообразование выполнялось с помощью CNC-точения, что позволило удалить основной объем материала и задать концентрические базовые поверхности для последующего фрезерования.
Высокоточная 5-осевая CNC-обработка
Корпус оптического объектива включал несколько поднутрений, пазов и спиральных резьбовых колец для интерфейса зума/фокусировки. 5-осевая CNC-обработка обеспечила доступ инструмента в нескольких плоскостях, достигнув соосности ±0.01 мм между критически важными оптическими отверстиями и резьбами.
Последовательность обработки поверхности
Для обеспечения как долговечности, так и премиального внешнего вида были выполнены следующие этапы:
Пескоструйная обработка: Обеспечила матовую, антибликовую поверхность (~Ra 1.4 μm), идеально подходящую для корпусов оптического класса
Окрашивание: Многослойное черное матовое покрытие, оптимизированное для устойчивости к УФ-излучению и износу
Лазерная маркировка: Нанесение серийного номера и фирменной маркировки с высоким контрастом и без термической деформации
Контроль качества & инспекция
Проверка размеров: Все резьбы и элементы оптической оси проверялись с помощью КИМ и 3D-лазерного сканирования
Испытания поверхности: Адгезия покрытия проверялась по ASTM D3359; уровень блеска контролировался по стандартам измерения под углом 85°
Гравировка логотипа: Проверялась на четкость и глубину с использованием измерительных инструментов, соответствующих ISO 14782
Результаты производства
Корпуса объективов производились партиями по 1,200 единиц, с нулевым количеством брака и выходом годной продукции с первого прохода более 99.5%. Sony отметила выдающуюся стабильность как оптического выравнивания, так и долговечности внешнего покрытия. Корпус успешно прошел испытания на термоциклирование и удар при падении без ухудшения внешнего вида и без изменений размеров.
Почему Neway для оптических компонентов объективов с CNC-обработкой
CNC-обработка алюминия: Необходима для обеспечения соосности и угловой точности между оптическими поверхностями и резьбовыми креплениями
Услуги CNC-точения: Обеспечивают высокоскоростное удаление материала и точную цилиндрическую геометрию
Комплексное производственное обслуживание: Полный внутренний контроль над обработкой, нанесением покрытий и брендингом сокращает сроки изготовления и повышает стабильность качества
Часто задаваемые вопросы
Какой допуск можно обеспечить для корпусов оптических объективов при использовании 5-осевой CNC-обработки?
Как проверяется адгезия покрытия на алюминиевых деталях после CNC-обработки?
Могут ли окрашенные и пескоструйно обработанные поверхности сохранять равномерный внешний вид в крупных партиях?
Какие технологии обеспечивают соосность резьбы и отверстия в цилиндрических компонентах объективов?
Как лазерная маркировка влияет на целостность окрашенной алюминиевой поверхности?
