Прецизионная обработка сложных нестандартных деталей с использованием баз, GD&T и требований к контр...
Прецизионная обработка сложных нестандартных деталей с использованием баз, GD&T и требований к контролю
Для многих нестандартных обработанных деталей реальная проблема заключается не в получении одного сложного размера. Главная задача — обеспечить согласованность множества баз, нескольких обработанных поверхностей и различных геометрических требований таким образом, чтобы это поддерживало окончательную сборку. Деталь может казаться приемлемой, если каждый локальный размер соответствует норме, но если структура баз понята неправильно или логика GD&T не соблюдается на протяжении всего технологического маршрута, деталь все равно может выйти из строя во время сборки, герметизации, вращения или функциональной проверки. Именно поэтому покупатели, заказывающие прецизионную обработку нестандартных деталей, часто ищут не просто производственные мощности. Им нужен поставщик, способный читать чертеж так, как это задумал инженер-конструктор.
Это особенно важно для деталей аэрокосмической, медицинской отрасли, робототехники, автоматизации, энергетики и оснастки, где расположение, ориентация и взаимосвязь элементов важнее изолированных номинальных размеров. В таких проектах прецизионная обработка тесно связана с контролем баз, последовательностью операций, стратегией оснастки и планированием контроля. Поставщик должен понимать не только то, как выглядит деталь, но и то, как она должна функционировать в составе узла.
Почему контроль баз важен при прецизионной обработке
Базы имеют значение, потому что они определяют положение детали во время обработки и способ ее оценки при контроле. При прецизионной обработке система баз — это не просто условность чертежа. Она напрямую влияет на порядок установки, конструкцию оснастки, последовательность обработки и стратегию измерений. Если производственная база не совпадает с контрольной базой или если обе они отличаются от реальной сборочной базы, деталь может пройти локальные измерения, но оказаться непригодной в эксплуатации.
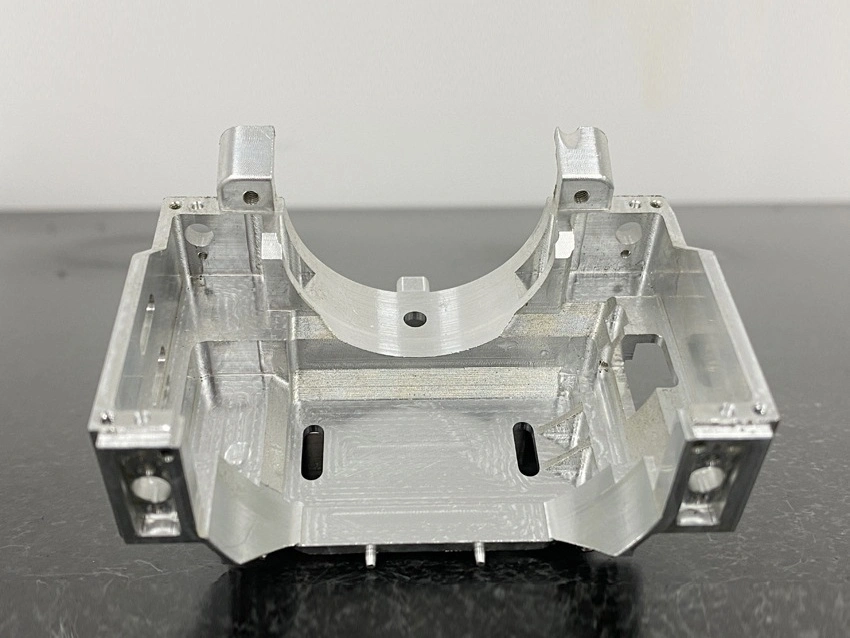
Эта проблема становится еще более серьезной для нестандартных деталей с несколькими обработанными сторонами, установочными отверстиями, уплотняемыми поверхностями или сложными взаимосвязями элементов. В таких случаях структура баз определяет, будет ли готовая деталь правильно позиционироваться в узле. Для дорогостоящих деталей планирование баз должно начинаться до первой установки и оставаться неизменным на протяжении всей обработки и контроля. Это одна из причин, по которой многие команды объединяют детали, чувствительные к базам, с более широким планированием ЧПУ-обработки только после полного понимания 2D-чертежа и схемы GD&T.
Как GD&T влияет на стратегию прецизионной обработки
GD&T меняет стратегию обработки, поскольку определяет, как элементы должны соотноситься друг с другом, а не только их размеры. Деталь с допусками расположения, перпендикулярности, плоскостности или профиля может требовать совершенно иной последовательности операций по сравнению с деталью, имеющей только стандартные допуски размеров. В таких проектах обработку нельзя планировать поэлементно в изоляции. Маршрут должен защищать опорную структуру, от которой зависит схема GD&T.
Требование GD&T | Влияние на производство | Типичный метод контроля |
|---|---|---|
Допуск расположения | Требует стабильной установки по базам и последовательной стратегии定位 элементов | КИМ (CMM) |
Плоскостность | Требует контролируемого чистового прохода и учета деформаций | Поверочная плита / КИМ (CMM) |
Параллельность | Требует единой ссылки на базу для нескольких поверхностей | КИМ (CMM) |
Перпендикулярность | Требует точной юстировки оснастки и контролируемого подвода инструмента | КИМ (CMM) |
Соосность | Требует контролируемого точения или растачивания относительно истинной оси | КИМ (CMM) / контроль круглости |
Круглость | Требует стабильной ротационной геометрии и тонкого контроля процесса | Контроль круглости |
Допуск профиля | Требует контролируемой траектории инструмента, стабильности поверхности и постоянства баз | Сканирование на КИМ |
Для более сложных поверхностей или многогранной геометрии эти требования часто выигрывают от применения многоосевой обработки, поскольку сокращение количества переустановок помогает сохранить взаимосвязи элементов, определенные схемой GD&T.
Проблемы прецизионной обработки сложных нестандартных деталей
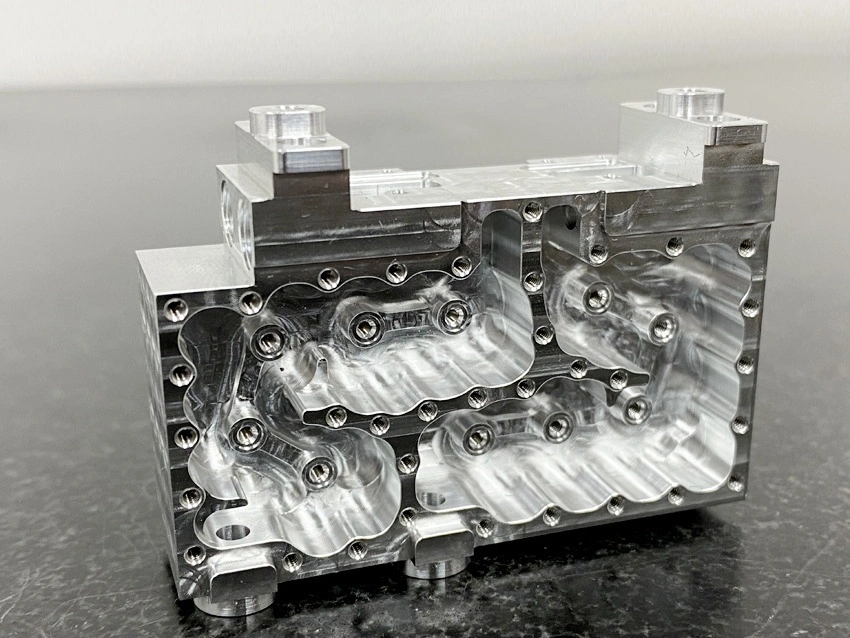
Сложные нестандартные детали создают большие риски, поскольку несколько источников вариаций могут влиять на одну и ту же структуру баз. Обработка с нескольких сторон часто требует множественных установок, и каждая установка добавляет вероятность ошибки передачи базы. Тонкостенные участки могут деформироваться во время обработки или высвобождать напряжения после удаления припуска. Глубокие полости, узкие пазы и длинные отверстия могут увеличивать прогиб инструмента и снижать локальную точность. Термическая обработка может изменить геометрию, а внутренние напряжения материала могут повлиять на плоскостность или ориентацию после черновой обработки.
Эти риски становятся еще более значимыми, когда деталь впоследствии должна изготавливаться сериями или в производственных объемах. Деталь иногда можно изготовить единожды с помощью тщательной ручной подгонки, но настоящий поставщик услуг прецизионной обработки должен быть способен разработать маршрут, который сохранит ту же логику баз и взаимосвязи элементов стабильными при повторных заказах. В этом и заключается разница между простой обработкой сложной детали и ее правильной индустриализацией.
Как планировать процесс обработки деталей с контролем баз
Для деталей с контролем баз обработка должна начинаться с анализа чертежа, а не с генерации траектории инструмента. Первый шаг — изучить 2D-чертеж и определить, как в конструкции используются первичные, вторичные и третичные базы. После этого последовательность обработки должна быть построена так, чтобы эти ссылки устанавливались в стабильном порядке и сохранялись на протяжении последующих операций. Во многих проектах это требует использования специальных мягких кулачков, нестандартной оснастки или многоступенчатого плана установки, а не подхода с универсальным закреплением заготовки.
Типичный маршрут может включать анализ чертежа и схемы GD&T, идентификацию баз, определение последовательности обработки, планирование оснастки, черновую обработку с контролируемым припуском, снятие напряжений или термическую обработку (при необходимости), чистовую обработку критических элементов и финальный контроль размеров и требований GD&T. Для деталей на стадии разработки прототипирование на ЧПУ также может быть ценным, когда покупатель хочет проверить логику баз и функцию сборки перед полной фиксацией производственного маршрута.
Этап процесса | Назначение |
|---|---|
Анализ 2D-чертежа и GD&T | Понимание реальной функциональной геометрии перед обработкой |
Идентификация первичных, вторичных и третичных баз | Установление истинной структуры баз для обработки и контроля |
Определение последовательности обработки | Защита взаимосвязей элементов на каждой операции |
Проектирование оснастки или мягких кулачков | Стабилизация детали и сохранение логики баз |
Черновая обработка с контролируемым припуском | Удаление припуска без ущерба для стабильности конечных элементов |
Снятие напряжений или термическая обработка (при необходимости) | Управление деформациями перед финальными прецизионными резами |
Чистовая обработка критических элементов | Обеспечение финальных размеров и взаимосвязей GD&T |
Контроль критических размеров и GD&T | Проверка функции, а не только локальных размеров |
Почему планирование контроля должно начинаться до обработки
Контроль не следует рассматривать как финальный административный шаг, добавляемый после завершения обработки. Для сложных прецизионных деталей метод контроля влияет на то, как деталь должна обрабатываться в первую очередь. Если заказчик требует отчета КИМ, протокола FAI, сертификата материала или проверки геометрии конкретных элементов, эти потребности должны быть подтверждены на этапе формирования коммерческого предложения, чтобы производственный маршрут мог их поддержать. В противном случае поставщик может успешно обработать деталь, но все же не иметь надлежащей логики баз или пути измерений для ее правильной проверки.
Это особенно важно для деталей с контролем баз, поскольку контрольная база и производственная база должны либо совпадать, либо быть намеренно связаны. Если это не так, деталь может пройти проверку размеров, но не пройти сборку или функционирование на уровне системы. Вот почему многие покупатели, работающие с критически важными нестандартными деталями, совместно рассматривают ожидания по контролю вместе с вопросами контроля качества при ЧПУ-обработке перед размещением заказа.
Какую информацию должны предоставить покупатели для заказа нестандартной прецизионной обработки?
Хороший запрос коммерческого предложения (RFQ) на нестандартную прецизионную обработку должен предоставить поставщику достаточно информации для понимания истинного инженерного замысла детали, а не только ее формы. Это означает, что пакет RFQ должен включать как данные модели, так и требования к конкретным элементам, определяющие, как деталь будет изготовлена и проконтролирована.
Информация для RFQ | Зачем это нужно |
|---|---|
3D CAD-файлы: STEP, X_T, IGS | Определение геометрии и доступа для обработки |
2D-чертежи с допусками | Определение критических размеров и логики GD&T |
Спецификация материала | Влияет на обработку, оснастку, термообработку и контроль |
Требования к шероховатости поверхности | Уточнение функциональных и косметических ожиданий к поверхности |
Требования к термообработке | Влияют на порядок процесса и контроль деформаций |
Критические размеры | Помогают приоритезировать процесс вокруг функционально важных элементов |
Количество | Влияет на планирование оснастки и стратегию повторяемости |
Требования к отчетам о контроле | Определяют, требуется ли КИМ, FAI или другая отчетность |
Сфера применения или условия сборки | Помогает подтвердить, какие требования не могут быть снижены |
Выбор поставщика услуг прецизионной обработки для деталей с GD&T
Подходящий поставщик для деталей с контролем GD&T должен уметь делать больше, чем просто обрабатывать до номинального размера. Он должен понимать инженерные чертежи, планировать маршрут вокруг системы баз, проектировать стабильную оснастку, поддерживать контроль на основе КИМ и управлять материалами или термообработкой таким образом, чтобы защищать финальную геометрию. Он также должен быть способен объяснить, как будет обеспечиваться повторяемость при малых сериях и производственных заказах, а не только то, как будет изготовлен первый образец.
Для покупателей, заказывающих нестандартные детали с требованиями к расположению, профилю, плоскостности, перпендикулярности и базам, компания Neway может поддержать этот процесс через услуги прецизионной обработки с инженерным анализом, привязанным к замыслу чертежа и планированию контроля. В таких проектах strongest поставщик — это обычно тот, кто понимает, почему деталь сложна, а не только то, как ее резать.
Часто задаваемые вопросы (FAQ)
Какие допуски может обеспечить прецизионная обработка для нестандартных металлических деталей?
Какая информация необходима для расчета стоимости прецизионно обработанных деталей?
Как GD&T влияет на стоимость и контроль при прецизионной обработке?
Какие отчеты о контроле рекомендуются для прецизионно обработанных компонентов?
Как выбрать поставщика услуг прецизионной обработки для мелкосерийных и производственных деталей?
