Usinagem de Precisão para Peças Personalizadas Complexas com Datum, GD&T e Requisitos de Inspeção
Usinagem de Precisão para Peças Personalizadas Complexas com Datum, GD&T e Requisitos de Inspeção
Para muitas peças usinadas sob medida, o verdadeiro desafio não é produzir uma dimensão difícil. É manter múltiplos datums, múltiplas faces usinadas e múltiplos requisitos geométricos alinhados de forma que ainda suportem a montagem final. Uma peça pode parecer aceitável se cada tamanho local estiver correto, mas se a estrutura de datum for mal compreendida ou se a lógica do GD&T não for seguida em todo o roteiro do processo, a peça ainda pode falhar durante a montagem, vedação, rotação ou verificação funcional. É por isso que os compradores que procuram usinagem de precisão para peças personalizadas frequentemente buscam mais do que capacidade de usinagem. Eles precisam de um fornecedor que possa ler o desenho da maneira como o engenheiro de projeto pretendia.
Isso é especialmente importante para peças relacionadas à aeroespacial, médica, robótica, automação, energia e dispositivos de fixação, onde a localização, orientação e relações de características importam mais do que dimensões nominais isoladas. Nestes projetos, a usinagem de precisão está intimamente ligada ao controle de datum, sequenciamento de processos, estratégia de fixação e planejamento de inspeção. O fornecedor deve entender não apenas a aparência da peça, mas como a peça deve funcionar dentro de uma montagem.
Por que o Controle de Datum Importa na Usinagem de Precisão
Os datums importam porque definem como a peça é posicionada durante a usinagem e como é avaliada durante a inspeção. Na usinagem de precisão, o sistema de datum não é apenas uma convenção de desenho. Ele influencia diretamente a ordem de preparação, o design da fixação, a sequência de usinagem e a estratégia de medição. Se o datum de manufatura não corresponder ao datum de inspeção, ou se ambos diferirem da referência real de montagem, uma peça pode passar nas medições locais e ainda falhar na aplicação.
Este problema torna-se mais sério em peças personalizadas com múltiplos lados usinados, furos de localização, faces de vedação ou relações de características empilhadas. Nesses casos, a estrutura de datum determina se a peça final será posicionada corretamente na montagem. Para peças de alto valor, o planejamento de datum deve começar antes da primeira preparação e permanecer consistente através da usinagem e inspeção. Essa é uma das razões pelas quais muitas equipes combinam peças sensíveis a datum com um planejamento mais amplo de Usinagem CNC somente após o desenho 2D e o esquema GD&T serem totalmente compreendidos.
Como o GD&T Afeta a Estratégia de Usinagem de Precisão
O GD&T altera a estratégia de usinagem porque define como as características devem se relacionar umas com as outras, não apenas quão grandes ou pequenas elas são. Uma peça com tolerância de posição, perpendicularidade, planicidade ou requisitos de perfil pode precisar de uma sequência completamente diferente de uma peça com apenas tolerâncias de tamanho padrão. Nestes projetos, a usinagem não pode ser planejada característica por característica de forma isolada. O roteiro deve proteger a estrutura de referência da qual o esquema GD&T depende.
Requisito GD&T | Impacto na Manufatura | Método Típico de Inspeção |
|---|---|---|
Tolerância de posição | Exige configuração de datum estável e estratégia consistente de localização de características | CMM |
Planicidade | Exige passe de acabamento controlado e conscientização sobre distorção | Placa de superfície / CMM |
Paralelismo | Exige referência de datum consistente em múltiplas superfícies | CMM |
Perpendicularidade | Exige alinhamento preciso da fixação e abordagem controlada da ferramenta | CMM |
Concentricidade | Exige torneamento ou mandrilamento controlado em relação à referência do eixo verdadeiro | CMM / inspeção de circularidade |
Circularidade | Exige geometria rotacional estável e controle fino do processo | Inspeção de circularidade |
Tolerância de perfil | Exige trajetória de ferramenta controlada, estabilidade da superfície e consistência de datum | Varredura CMM |
Para superfícies mais complexas ou geometria multifacial, esses requisitos frequentemente se beneficiam da usinagem multi-eixo, pois reduzir a transferência de preparação pode ajudar a proteger as relações de características definidas pelo GD&T.
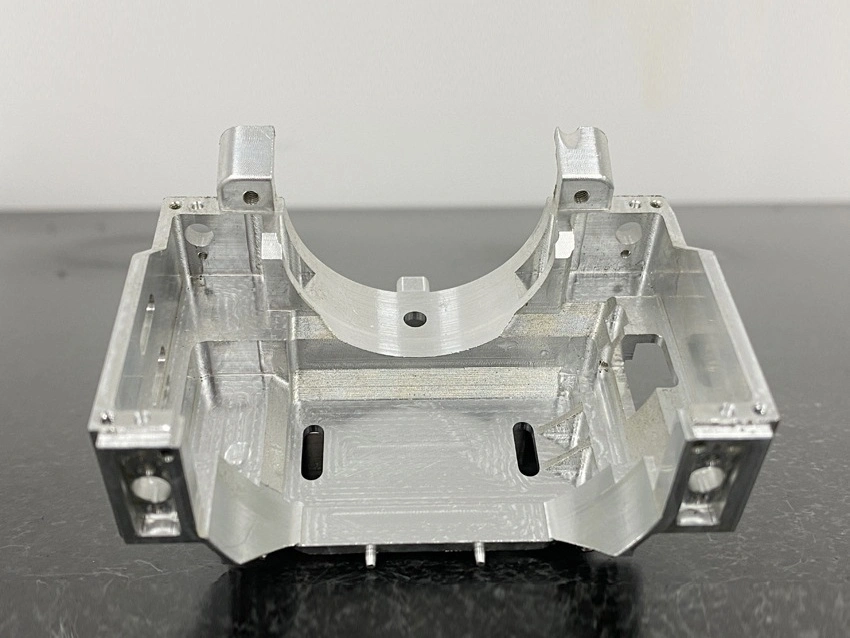
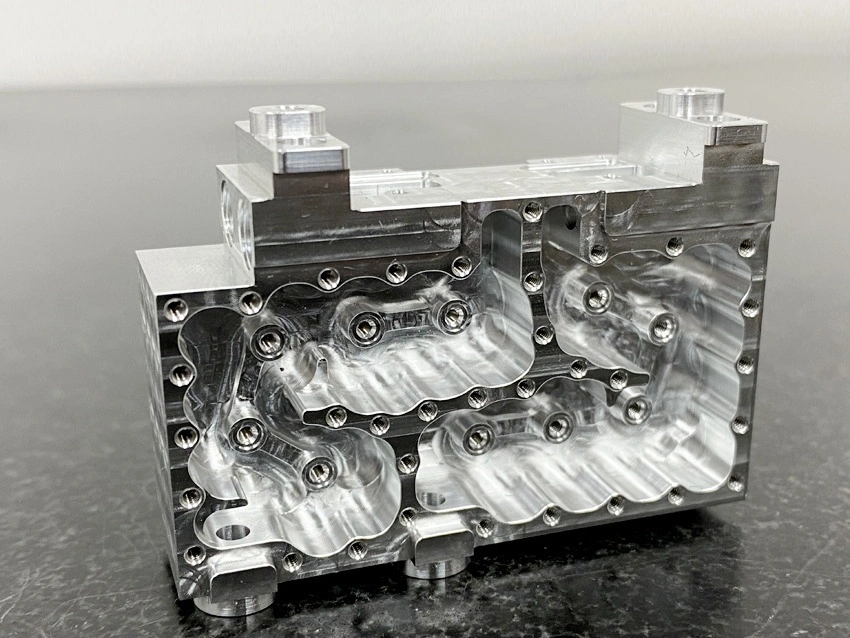
Desafios da Usinagem de Precisão para Peças Personalizadas Complexas
Peças personalizadas complexas introduzem mais risco porque várias fontes de variação podem afetar a mesma estrutura de datum. A usinagem multifacial frequentemente requer múltiplas preparações, e cada preparação adiciona a possibilidade de erro de transferência de referência. Seções de parede fina podem deformar durante a usinagem ou liberar tensão após a remoção de material. Cavidades profundas, ranhuras estreitas e furos longos podem aumentar a deflexão da ferramenta e reduzir a precisão local. O tratamento térmico pode alterar a geometria, e a tensão interna do material pode afetar a planicidade ou orientação após a usinagem desbastada.
Esses riscos tornam-se ainda mais importantes quando a peça precisa ser repetida posteriormente em pequenos lotes ou quantidades de produção. Uma peça às vezes pode ser feita uma vez com ajuste manual cuidadoso, mas um fornecedor de usinagem de precisão real deve ser capaz de planejar um roteiro que mantenha a mesma lógica de datum e relações de características estáveis em pedidos repetidos. Essa é a diferença entre usinar uma peça complexa e industrializá-la corretamente.
Como Planejar o Processo de Usinagem para Peças Controladas por Datum
Para peças controladas por datum, a usinagem deve começar com a revisão do desenho, em vez da geração de trajetória de ferramenta. O primeiro passo é estudar o desenho 2D e identificar como o projeto usa datums primários, secundários e terciários. A partir daí, a sequência de usinagem deve ser construída para que essas referências sejam estabelecidas em uma ordem estável e preservadas através das operações posteriores. Em muitos projetos, isso requer mandíbulas macias dedicadas, dispositivos de fixação personalizados ou um plano de preparação em múltiplos estágios, em vez de uma abordagem de fixação de trabalho de propósito geral.
Um roteiro típico pode incluir revisão do desenho e esquema GD&T, identificação de datums, definição da sequência de usinagem, planejamento de fixação, usinagem desbastada com allowance de material controlado, alívio de tensão ou tratamento térmico se necessário, usinagem de acabamento de características críticas e inspeção final de tamanho e requisitos GD&T. Para peças em estágio de desenvolvimento, a Prototipagem de Usinagem CNC também pode ser valiosa quando o comprador deseja verificar a lógica de datum e a função de montagem antes que um roteiro de produção repetitiva seja totalmente bloqueado.
Etapas do Processo | Propósito |
|---|---|
Revisar desenho 2D e GD&T | Compreender a geometria funcional real antes da usinagem |
Identificar datums primários, secundários e terciários | Estabelecer a verdadeira estrutura de referência de usinagem e inspeção |
Definir sequência de usinagem | Proteger as relações de características através de cada operação |
Projetar dispositivos de fixação ou mandíbulas macias | Estabilizar a peça e preservar a lógica de datum |
Usinagem desbastada com allowance controlado | Remover material sem sacrificar a estabilidade final da característica |
Alívio de tensão ou tratamento térmico se necessário | Gerenciar distorção antes dos cortes de precisão final |
Usinagem de acabamento de características críticas | Manter as dimensões finais e relações GD&T |
Inspecionar dimensões críticas e GD&T | Verificar a função, não apenas o tamanho local |
Por que o Planejamento de Inspeção Deve Começar Antes da Usinagem
A inspeção não deve ser tratada como uma etapa administrativa final adicionada após a conclusão da usinagem. Para peças de precisão complexas, o método de inspeção influencia como a peça deve ser usinada em primeiro lugar. Se um cliente exigir um relatório CMM, FAI, certificado de material ou verificação de geometria específica de características, essas necessidades devem ser confirmadas na fase de cotação para que o roteiro de manufatura possa suportá-las. Caso contrário, o fornecedor pode usinar a peça com sucesso, mas ainda carecer da lógica de referência adequada ou do caminho de medição para verificá-la corretamente.
Isso é especialmente importante para peças controladas por datum, pois o datum de inspeção e o datum de manufatura devem corresponder ou estar intencionalmente relacionados. Se não corresponderem, uma peça pode passar nas verificações de tamanho, mas falhar na montagem ou na função em nível de sistema. É por isso que muitos compradores que trabalham com peças personalizadas críticas revisam as expectativas de inspeção juntamente com o controle de qualidade na usinagem CNC antes de liberar o pedido.
Quais Informações os Compradores Devem Fornecer para Usinagem de Precisão Personalizada?
Uma boa RFQ para usinagem de precisão personalizada deve dar ao fornecedor informações suficientes para entender a verdadeira intenção de engenharia da peça, não apenas sua forma. Isso significa que o pacote de RFQ deve incluir tanto dados de modelo quanto os requisitos específicos de características que definem como a peça será feita e inspecionada.
Informações da RFQ | Por que é Necessário |
|---|---|
Arquivos CAD 3D: STEP, X_T, IGS | Definir geometria e acesso de usinagem |
Desenhos 2D com tolerâncias | Definir dimensões críticas e lógica GD&T |
Especificação de material | Afeta usinagem, fixação, tratamento térmico e inspeção |
Requisitos de acabamento superficial | Esclarecer expectativas funcionais e cosméticas da superfície |
Requisitos de tratamento térmico | Influenciar a ordem do processo e controle de distorção |
Dimensões críticas | Ajudar a priorizar o processo em torno de características críticas para a função |
Quantidade | Afeta o planejamento de fixação e estratégia de repetibilidade |
Requisitos de relatório de inspeção | Definir se CMM, FAI ou outros relatórios são necessários |
Ambiente de aplicação ou montagem | Ajuda a confirmar quais requisitos não podem ser reduzidos |
Escolhendo um Fornecedor de Usinagem de Precisão para Peças GD&T
Um fornecedor adequado para peças controladas por GD&T deve ser capaz de fazer mais do que usinar até o tamanho nominal. Eles devem entender desenhos de engenharia, planejar o roteiro em torno do sistema de datum, projetar fixações estáveis, suportar inspeção baseada em CMM e gerenciar materiais ou tratamento térmico de forma a proteger a geometria final. Eles também devem ser capazes de explicar como a repetibilidade será mantida em pedidos de baixo volume e de produção, não apenas como a primeira amostra será feita.
Para compradores que adquirem peças personalizadas com requisitos posicionais, de perfil, planicidade, perpendicularidade e relacionados a datum, a Neway pode suportar esse processo através da Usinagem de Precisão com revisão de engenharia vinculada à intenção do desenho e planejamento de inspeção. Nestes projetos, o fornecedor mais forte é geralmente aquele que entende por que a peça é difícil, não apenas como cortá-la.
Perguntas Frequentes (FAQ)
Que tolerâncias a usinagem de precisão pode alcançar para peças metálicas personalizadas?
Quais informações são necessárias para cotar peças usinadas de precisão?
Como o GD&T afeta o custo e a inspeção da usinagem de precisão?
Quais relatórios de inspeção são recomendados para componentes usinados de precisão?
Como escolher um fornecedor de usinagem de precisão para peças de baixo volume e produção?
