Comment contrôler les coûts, les filetages et l'état de surface dans les projets d'usinage CNC en la...
Comment contrôler les coûts, les filetages et l'état de surface dans les projets d'usinage CNC en laiton
Pour les acheteurs qui s'approvisionnent en raccords en laiton, pièces de robinetterie, connecteurs filetés et quincaillerie décorative, le défi ne réside généralement pas dans la capacité du laiton à être usiné. Le véritable enjeu consiste à maîtriser les coûts tout en préservant la qualité des filetages, les performances d'étanchéité, la cohérence de l'état de surface et la fiabilité des délais de livraison. Le laiton est souvent sélectionné car il s'use efficacement et permet des finitions de surface attrayantes, mais ces mêmes avantages peuvent être gaspillés si le dessin technique ne définit pas clairement quelles caractéristiques sont réellement fonctionnelles et lesquelles sont purement cosmétiques.
C'est pourquoi les projets impliquant des coûts d'usinage CNC en laiton doivent être examinés sous l'angle de l'usinage et de l'application. Une pièce en laiton peut sembler simple, mais si la demande de devis (RFQ) ne définit pas clairement les normes de filetage, les faces d'étanchéité, les attentes en matière de finition ou l'impact du placage, le devis peut ne pas refléter le risque réel de fabrication. Les acheteurs obtiennent généralement de meilleurs résultats lorsque le coût, le contrôle des filetages et l'état de surface sont planifiés conjointement avant le début de l'usinage.


Pourquoi l'usinage CNC en laiton est rentable pour les pièces personnalisées
L'usinage CNC en laiton est souvent rentable car le laiton offre une très bonne usinabilité et convient bien au tournage, fraisage, perçage et filetage à grande vitesse. Pour de nombreuses pièces personnalisées, cela signifie des temps de cycle plus courts, une meilleure cohérence des filetages et une difficulté d'usinage moindre par rapport à des matériaux plus durs ou moins stables. C'est l'une des raisons pour lesquelles le laiton reste un choix privilégié pour les raccords, vannes, douilles, adaptateurs et de nombreuses petites pièces de précision.
Un autre avantage est la flexibilité de finition. Le laiton prend en charge le polissage, le placage, le brossage, le grenaillage et d'autres processus axés sur l'apparence, ce qui le rend utile pour les composants industriels et décoratifs. Il convient également aux flux de travail de prototypage, de fabrication en petits volumes et de production de masse, ce qui aide les acheteurs à utiliser une logique matérielle unique à travers différentes étapes d'approvisionnement.
Principaux facteurs de coût dans les pièces usinées en laiton par CNC
Bien que le laiton soit généralement efficace à usiner, le devis final dépend de plus que du seul type de matériau. Le coût est influencé par la nuance de laiton, la difficulté géométrique, les exigences de filetage, le processus de finition, l'étendue de l'inspection et la quantité commandée. Comprendre ces facteurs aide les acheteurs à comparer les devis avec plus de précision et à identifier quelles exigences augmentent réellement le prix.
Facteur de coût | Impact sur le prix |
|---|---|
Nuance de laiton | Les nuances C360, C377, C385 et C260 diffèrent par leur coût brut et leur comportement à l'usinage |
Taille de la pièce | Davantage de matière et un temps machine plus long augmentent le coût total |
Complexité géométrique | Les petits trous, les rainures profondes et la géométrie complexe des raccords augmentent le temps d'usinage |
Exigences de filetage | Les filetages internes, externes, coniques et d'étanchéité nécessitent un contrôle de processus accru |
État de surface | Le polissage, le placage, le grenaillage et le brossage ajoutent des coûts de traitement secondaire |
Quantité | Les pièces unitaires, les séries en petits volumes et les lots de production ont des logiques de coût unitaire différentes |
Inspection | Les jauges de filetage, les MMT, les rapports dimensionnels et les certificats de matériau ajoutent des coûts d'assurance qualité |
Délai de livraison | Les travaux urgents peuvent réduire l'efficacité de la planification et la flexibilité de finition |
Comment réduire les coûts d'usinage CNC en laiton sans affecter la fonction
La méthode la plus efficace pour réduire les coûts d'usinage du laiton consiste à simplifier la demande de devis (RFQ) sans affaiblir la fonction réelle de la pièce. De nombreux composants en laiton deviennent plus chers que nécessaire car chaque surface est traitée comme une face d'étanchéité, chaque cote est maintenue trop strictement, ou le dessin ne sépare pas clairement les zones critiques pour le filetage de la géométrie de support générale. En pratique, seules certaines surfaces contrôlent l'étanchéité, l'assemblage ou l'apparence.
Les acheteurs peuvent réduire les coûts en utilisant des nuances plus faciles à usiner comme le C36 lorsque l'application le permet, en séparant les surfaces d'étanchéité et les zones filetées des faces non critiques, en assouplissant les tolérances non fonctionnelles et en évitant les trous inutilement profonds, les rainures profondes ou les cavités internes compliquées. Il est également utile de définir tôt quelles surfaces ont vraiment besoin d'être polies ou plaquées et lesquelles non. Des normes de filetage claires, des exigences de profil et des méthodes d'inspection doivent être spécifiées avant le devis plutôt que clarifiées plus tard pendant la production.
La comparaison des prix aux stades de prototypage, de faible volume et de production peut également révéler de meilleures options de coût unitaire tout au long du cycle de vie du projet. Un examen préalable au devis basé sur la DFM pour l'usinage CNC est particulièrement utile pour les projets en laiton, car de petits changements de conception peuvent réduire les risques de filetage, simplifier l'accès de coupe et améliorer la cohérence des lots sans changer la fonction de base.
La planification des tolérances fait partie de la même logique de coût. Les acheteurs préparant des RFQ peuvent utiliser des orientations plus larges sur les tolérances d'usinage CNC pour mieux séparer les caractéristiques critiques et non critiques du laiton avant la publication du devis final.
Considérations sur les filetages et les surfaces d'étanchéité pour les pièces en laiton
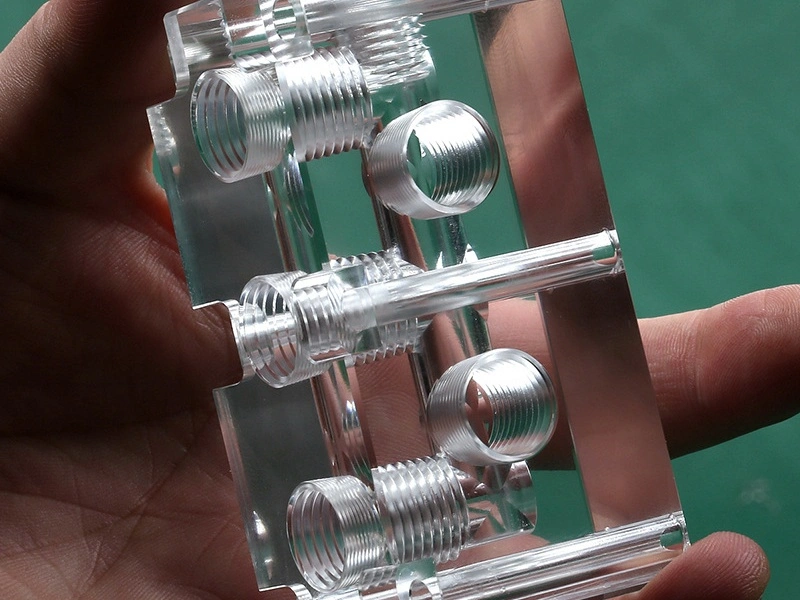
Le laiton est très adapté aux pièces filetées de précision, mais le dessin doit définir correctement le filetage. La norme de filetage, la taille, le pas, la classe et la fonction d'étanchéité prévue doivent être spécifiées clairement. Ceci est particulièrement important pour les pièces de robinetterie, les adaptateurs et les connecteurs de fluides où les filetages internes et externes ne sont pas seulement des éléments d'assemblage, mais font partie du système d'étanchéité lui-même. Les filetages NPT, BSP et métriques se comportent différemment et ne doivent jamais rester ambigus dans la RFQ.
Les faces d'étanchéité nécessitent également leur propre examen. Un raccord en laiton peut être globalement facile à usiner, mais la zone d'étanchéité a toujours besoin de la rugosité correcte et d'un état de bord propre. Les bavures aux entrées de filetage ou aux bords d'étanchéité peuvent affecter l'assemblage et les performances d'étanchéité. Les acheteurs doivent également reconnaître que le placage ou le revêtement peut modifier l'ajustement effectif des filetages et la dimension utilisable des surfaces liées à l'étanchéité. Pour la production répétitive, c'est pourquoi les jauges de filetage et l'inspection en cours de processus sont importantes, et pas seulement les contrôles ponctuels finaux.
Caractéristique critique | Pourquoi c'est important |
|---|---|
Norme de filetage | Les filetages NPT, BSP et métriques doivent être définis clairement avant l'usinage |
Bavures à l'entrée du filetage | Les bavures peuvent affecter l'assemblage et les résultats des jauges de filetage |
Rugosité de la face d'étanchéité | La qualité de surface influence la fiabilité de l'étanchéité |
Effet du placage sur les filetages | L'accumulation de revêtement peut modifier l'ajustement et l'engagement |
Inspection des filetages par lot | Favorise la répétabilité dans les séries de production |
Options de finition de surface pour les pièces usinées en laiton par CNC
L'état de surface est l'une des principales raisons pour lesquelles les acheteurs choisissent le laiton pour les pièces industrielles et décoratives. La bonne finition peut améliorer l'apparence, protéger contre l'oxydation, soutenir les performances de placage ou créer une surface finale plus haut de gamme. Mais la planification de la finition doit être liée à la fonction. Une surface extérieure décorative n'a pas besoin de la même logique de traitement qu'une zone d'étanchéité ou une face filetée.
Les options de finition courantes pour les pièces CNC en laiton incluent la finition brute d'usinage, le polissage, le brossage, l'électrolyse, le nickelage, le chromage, le vernissage, le sablage et les traitements protecteurs anti-oxydation ou de passivation lorsque cela est approprié. La bonne voie dépend du fait que la pièce soit principalement mécanique, destinée à la manipulation de fluides, décorative ou critique pour l'assemblage. Les acheteurs comparant les choix de finition peuvent consulter les 8 traitements de surface courants pour les pièces en laiton usinées par CNC lors de la définition des attentes d'apparence et de corrosion dans la RFQ.
Option de finition | Objectif typique de l'acheteur |
|---|---|
Brut d'usinage | Surfaces fonctionnelles sans coût de processus cosmétique ajouté |
Polissage | Apparence décorative améliorée ou surfaces visibles plus lisses |
Brossage | Texture directionnelle pour la quincaillerie sensible à l'apparence |
Électrolyse | Préparation de finition protectrice et décorative |
Nickelage | Résistance à la corrosion et apparence métallique propre |
Chromage | Finition décorative avec durabilité accrue |
Vernissage | Aide à préserver l'apparence et à réduire l'oxydation |
Sablage | Texture mate uniforme ou conditionnement pré-finition |
Soumettre une demande de devis (RFQ) pour l'usinage CNC en laiton
Si votre projet implique des raccords en laiton, des pièces de robinetterie, des connecteurs filetés, de la quincaillerie décorative ou d'autres composants de précision en laiton, la RFQ doit définir plus que la seule géométrie. La nuance de matériau, la norme de filetage, les exigences des faces d'étanchéité, les attentes en matière de finition, les niveaux de quantité et les besoins d'inspection aident tous à déterminer la voie d'usinage et de post-traitement la plus adaptée.
Pour les acheteurs préparant des devis pour des pièces et raccords filetés personnalisés en laiton, Neway peut soutenir cette démarche grâce à un examen des coûts d'usinage CNC en laiton et à une planification spécifique au projet. Une RFQ plus solide conduit généralement à une meilleure qualité de filetage, à un risque réduit lié à la finition et à un contrôle des coûts plus stable dans toute la production de laiton personnalisé.
FAQ