Mecanizado de precisión con tolerancias ajustadas para superficies funcionales críticas y caracterís...
Mecanizado de precisión con tolerancias ajustadas para superficies funcionales críticas y características de ensamblaje
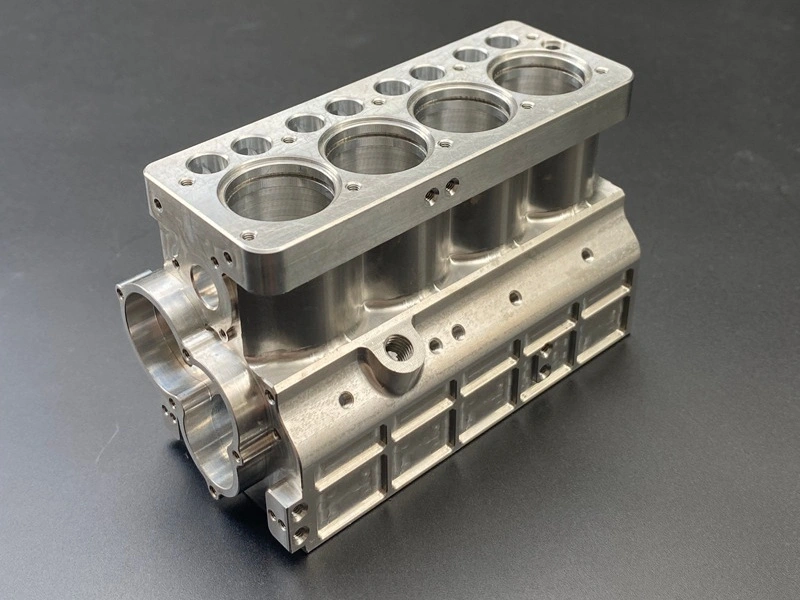
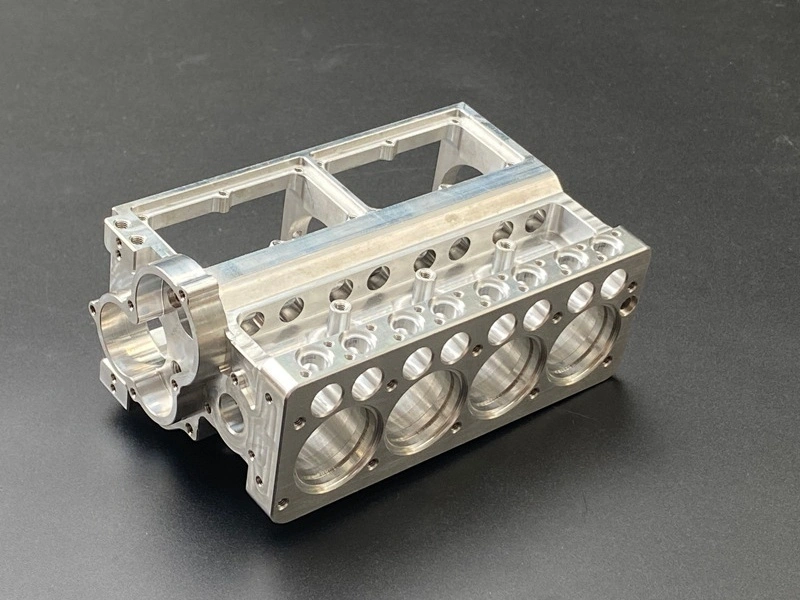
En la fabricación de precisión, las dimensiones más importantes de una pieza suelen ser no la longitud, el ancho o el contorno general. El rendimiento real del componente a menudo depende de un grupo mucho menor de características: asientos de cojinetes, superficies de sellado, taladros de precisión, caras de referencia, muñones de eje, planos de montaje e interfaces de acoplamiento que determinan si la pieza se ensamblará, sellará, girará, se ubicará o se repetirá correctamente en el producto final. Por eso, los compradores que buscan servicios de mecanizado de precisión generalmente no están buscando un proveedor que sea simplemente "más preciso". Buscan un proveedor que pueda mantener estables y medibles las superficies funcionales críticas en condiciones reales de producción.
Para estas piezas, el mecanizado de precisión no se define por lenguaje de marketing. Se define por si la ruta de mecanizado, la estrategia de sujeción, la lógica de referencia, el control de herramientas y el método de inspección pueden proteger consistentemente la intención de ingeniería del dibujo. Si la pieza incluye caras de sellado, taladros coaxiales, planos de ubicación o características de ensamblaje ajustadas, el proceso de mecanizado debe construirse alrededor de esas características desde el principio, en lugar de tratarse como geometría ordinaria.
¿Qué hace que una pieza mecanizada sea "crítica para la precisión"?
Una pieza mecanizada se vuelve crítica para la precisión cuando una o más características controlan directamente la función, el ajuste, el movimiento, el sellado o la referencia de inspección. Estas son las superficies que determinan si la pieza funcionará en el ensamblaje, no solo si puede fabricarse. En muchas solicitudes de cotización (RFQ), solo un pequeño porcentaje de las dimensiones impulsa realmente el rendimiento, pero esas dimensiones a menudo requieren la mayor disciplina de proceso.
Las características típicas críticas para la precisión incluyen asientos de cojinetes, superficies de sellado, superficies de referencia, taladros de precisión, muñones de eje, caras de montaje planas, agujeros coaxiales, características de alineación roscadas y superficies de acoplamiento utilizadas en ensamblajes mecánicos. Estas características a menudo controlan la ruta de carga, el rendimiento de estanqueidad, la precisión rotacional, la ubicación repetible o los resultados de inspección posteriores. Si se desplazan, aunque sea ligeramente, la pieza puede parecer aceptable pero fallar en servicio.
Característica crítica para la precisión | Por qué es importante |
|---|---|
Asientos de cojinetes | Controlan el ajuste, la estabilidad de funcionamiento y la vida útil del ensamblaje |
Superficies de sellado | Afectan directamente el riesgo de fugas y la fiabilidad del sellado |
Superficies de referencia | Definen las referencias de mecanizado y la lógica de inspección |
Taladros de precisión | Influyen en pasadores, cojinetes, casquillos y características de alineación |
Muñones de eje | Determinan la precisión rotacional y el comportamiento del desgaste |
Caras de montaje | Controlan el contacto del ensamblaje y la estabilidad posicional |
Agujeros coaxiales | Soportan la alineación en ensamblajes de múltiples características |
Superficies de acoplamiento | Controlan el ajuste, la holgura y el rendimiento repetible del ensamblaje |
Requisitos típicos de tolerancia y geometría que los compradores deben definir
En las RFQ de precisión, no se debe dejar que el proveedor adivine qué dimensiones son las más importantes. Los compradores obtienen mejores resultados cuando el dibujo distingue claramente la geometría crítica de las dimensiones generales. Esto incluye no solo la tolerancia de tamaño, sino también relaciones geométricas como planitud, cilindricidad, paralelismo, perpendicularidad, concentricidad y excentricidad donde la función dependa de ellas.
Característica | Preocupación típica del comprador | Por qué es importante |
|---|---|---|
Taladros de precisión | Diámetro, redondez, cilindricidad | Afectan el ajuste de cojinetes, pasadores y elementos de sellado |
Asientos de cojinetes | Tolerancia de diámetro, acabado superficial | Afectan la vida útil del ensamblaje y la estabilidad rotacional |
Superficies de sellado | Planitud, valor Ra | Afectan el riesgo de fugas y la consistencia del sellado |
Caras de referencia | Planitud, perpendicularidad | Afectan la configuración posterior del mecanizado y la ubicación de inspección |
Características del eje | Concentricidad, excentricidad | Afectan la precisión de rotación y el comportamiento de vibración |
Superficies de acoplamiento | Paralelismo, calidad superficial | Afectan la holgura de ensamblaje y la estabilidad funcional |
Esta es también la razón por la cual los compradores que preparan RFQ de alta precisión deben alinear sus dibujos con una comprensión clara de las tolerancias de mecanizado CNC. Un proveedor puede mecanizar una característica de manera más efectiva cuando la lógica de tolerancia refleja la función de ingeniería real en lugar de aplicar una rigidez innecesaria a cada dimensión.
Cómo difiere el mecanizado con tolerancias ajustadas del mecanizado CNC general
La diferencia principal no es que el mecanizado general cree geometría mientras que el mecanizado de precisión crea geometría "mejor". La diferencia real es que el mecanizado general se preocupa principalmente por producir la forma de la pieza, mientras que el mecanizado de precisión se construye alrededor de proteger un conjunto más pequeño de características críticas que controlan el rendimiento. En piezas con tolerancias ajustadas, esas características impulsan la estrategia de configuración, la selección de referencias, la secuencia del proceso, la frecuencia de inspección e incluso si se necesita un acabado secundario como el rectificado.
Aspecto del proyecto | Mecanizado CNC general | Mecanizado de precisión |
|---|---|---|
Enfoque principal | Producir la geometría general | Controlar dimensiones funcionales críticas |
Requisito del dibujo | Puede depender de tolerancias estándar | Requiere GD&T claro y definición de características críticas |
Estrategia de proceso | Configuraciones rutinarias y enrutamiento estándar | Control de referencias, acabado por etapas, verificación del proceso |
Inspección | Controles dimensionales generales | Máquina de medición por coordenadas (CMM), verificación de taladros, rugosidad, excentricidad, inspección específica de geometría |
Piezas típicas | Componentes estructurales generales | Piezas de ensamblaje, piezas de sellado, piezas rotativas, componentes de mecanismos precisos |
Esta diferencia también explica por qué algunas piezas que son geométricamente simples aún pueden ser difíciles de mecanizar bien. Una placa plana con una cara de sellado crítica y dos taladros posicionales pueden requerir más control que una parte visualmente compleja sin interfaces sensibles. En estos casos, la fortaleza del proveedor no es solo la capacidad de corte, sino la capacidad de gestionar la lógica de mecanizado impulsada por la función mediante mecanizado CNC y un control de precisión dedicado.
Planificación de procesos para componentes mecanizados de precisión
Las piezas con tolerancias ajustadas requieren una planificación de procesos construida alrededor de la estabilidad de las referencias y la protección de características. La selección de la referencia suele ser el primer paso crítico porque una estrategia de referencia incorrecta puede crear errores posicionales incluso si la máquina en sí es precisa. La estabilidad del utillaje importa por la misma razón. Si la pieza no se repite de manera predecible en la configuración, entonces los taladros críticos, las caras o los muñones pueden desplazarse de la referencia de ingeniería prevista.
En muchos proyectos de precisión, el desbaste y el acabado se separan para controlar la distorsión y proteger las superficies finales. El desgaste de la herramienta debe gestionarse más estrechamente porque puede afectar directamente el tamaño del taladro, la calidad de la cara y el control posicional. La estabilidad térmica también es importante, especialmente en materiales sensibles a las tolerancias u operaciones con tiempos de ciclo más largos. Algunas piezas requieren un refinamiento secundario como el rectificado CNC después del tratamiento térmico o del mecanizado de semi-acabado para lograr la superficie funcional final. La inspección en proceso se utiliza a menudo para confirmar que la pieza se mantiene en el camino correcto antes del corte final, mientras que la verificación al final de la ruta puede requerir una CMM u otra inspección especializada dependiendo del tipo de característica.
Para piezas de precisión más complejas con múltiples caras, ángulos compuestos o geometría que debe mantenerse en relación entre sí, el mecanizado multieje también puede reducir la transferencia de configuración y mejorar el control sobre las relaciones entre características.
Lo que los compradores deben proporcionar para RFQ con tolerancias ajustadas
La calidad de una cotización de mecanizado de precisión depende en gran medida de la calidad del paquete de RFQ. Un proveedor no puede recomendar de manera fiable el enrutamiento del proceso, la lógica de configuración, la planificación de inspección o el tiempo de entrega realista si el dibujo no muestra claramente qué características son críticas para la función. Para piezas de alta precisión, las RFQ incompletas suelen crear ya sea sobrecotización o una planificación de procesos subcontrolada.
Elemento de la RFQ | Por qué es importante |
|---|---|
CAD 3D | Define la geometría, el acceso y la secuencia de mecanizado |
Dibujo 2D con tolerancia | Identifica características críticas y el nivel de control requerido |
Requisitos de GD&T | Aclara las relaciones funcionales entre características |
Dimensiones críticas | Ayuda a priorizar el enfoque del proceso y la inspección |
Material y estado de tratamiento térmico | Afectan la ruta de mecanizado, el riesgo de distorsión y el método de acabado |
Requisito de rugosidad superficial | Define el nivel de acabado en caras de sellado, deslizamiento o ensamblaje |
Requisitos de informe de inspección | Aclara si se requiere informes de CMM, taladros, excentricidad o rugosidad |
Propósito de ensamblaje o funcional | Ayuda a determinar qué tolerancias importan realmente |
Los compradores también obtienen mejores resultados cuando la RFQ refleja una estrategia de inspección realista. La ruta de mecanizado y la ruta de inspección deben apoyarse mutuamente, razón por la cual muchos proyectos con tolerancias más ajustadas se fortalecen con expectativas claras sobre el control de calidad en el mecanizado CNC desde el inicio.
Solicite una cotización de mecanizado de precisión con tolerancias ajustadas
Si su pieza incluye taladros críticos, superficies de sellado, caras de referencia, asientos de cojinetes, muñones de eje, planos de montaje o interfaces de ensamblaje que afectan directamente la función del producto, la RFQ debe definir esas características de manera clara y temprana. El mecanizado de precisión es más efectivo cuando el proveedor entiende no solo la geometría, sino también la razón por la que esa geometría importa.
Para los compradores que adquieren piezas funcionales de alta precisión, Neway puede apoyar esa ruta a través de servicios de mecanizado de precisión con planificación de procesos construida alrededor de dimensiones críticas, referencias estables y verificación impulsada por inspección. Una RFQ más sólida generalmente conduce a un mejor control dimensional, resultados de ensamblaje más estables y menor riesgo durante la transferencia de producción.
Preguntas frecuentes
¿Qué tolerancias puede lograr el mecanizado de precisión para piezas metálicas personalizadas?
¿Qué información se necesita para cotizar piezas mecanizadas de precisión?
¿Cómo afecta el GD&T al costo y la inspección del mecanizado de precisión?
¿Qué informes de inspección se recomiendan para componentes mecanizados de precisión?
¿Cómo elegir un proveedor de mecanizado de precisión para piezas de bajo volumen y de producción?
