Mecanizado de precisión para piezas personalizadas complejas con datum, GD&T y requisitos de inspecc...
Mecanizado de precisión para piezas personalizadas complejas con datum, GD&T y requisitos de inspección
Para muchas piezas mecanizadas personalizadas, el verdadero desafío no es producir una dimensión difícil. Es mantener múltiples datums, múltiples caras mecanizadas y múltiples requisitos geométricos alineados de manera que aún admitan el ensamblaje final. Una pieza puede parecer aceptable si cada tamaño local se verifica correctamente, pero si la estructura de datum se malinterpreta o la lógica GD&T no se sigue a lo largo de toda la ruta del proceso, la pieza aún puede fallar durante el ensamblaje, sellado, rotación o verificación funcional. Por eso, los compradores que buscan mecanizado de precisión para piezas personalizadas suelen buscar algo más que capacidad de mecanizado. Necesitan un proveedor que pueda leer el plano tal como lo intendedo el ingeniero de diseño.
Esto es especialmente importante para piezas relacionadas con aeroespacial, médica, robótica, automatización, energía y utillajes, donde la ubicación, orientación y relaciones de características importan más que las dimensiones nominales aisladas. En estos proyectos, el mecanizado de precisión está estrechamente vinculado al control de datum, secuenciación de procesos, estrategia de utillajes y planificación de inspección. El proveedor debe entender no solo cómo se ve la pieza, sino cómo está destinada a funcionar dentro de un ensamblaje.
Por qué el control de datum importa en el mecanizado de precisión
Los datums importan porque definen cómo se ubica la pieza durante el mecanizado y cómo se evalúa durante la inspección. En el mecanizado de precisión, el sistema de datum no es solo una convención de dibujo. Influye directamente en el orden de configuración, diseño de utillajes, secuencia de mecanizado y estrategia de medición. Si el datum de fabricación no coincide con el datum de inspección, o si ambos difieren de la referencia real de ensamblaje, una pieza puede pasar las mediciones locales y aún así fallar en la aplicación.
Este problema se vuelve más grave en piezas personalizadas con múltiples lados mecanizados, agujeros de localización, caras de sellado o relaciones de características apiladas. En esos casos, la estructura de datum determina si la pieza final se posicionará correctamente en el ensamblaje. Para piezas de alto valor, la planificación de datum debe comenzar antes de la primera configuración y permanecer consistente durante el mecanizado y la inspección. Esa es una razón por la que muchos equipos combinan piezas sensibles a datum con una planificación más amplia de Mecanizado CNC solo después de comprender completamente el dibujo 2D y el esquema GD&T.
Cómo afecta el GD&T a la estrategia de mecanizado de precisión
El GD&T cambia la estrategia de mecanizado porque define cómo deben relacionarse las características entre sí, no solo cuán grandes o pequeñas son. Una pieza con tolerancia de posición, perpendicularidad, planitud o requisitos de perfil puede necesitar una secuencia completamente diferente a una pieza con solo tolerancias de tamaño estándar. En estos proyectos, el mecanizado no puede planificarse característica por característica de forma aislada. La ruta debe proteger la estructura de referencia de la que depende el esquema GD&T.
Requisito GD&T | Impacto en la fabricación | Método de inspección típico |
|---|---|---|
Tolerancia de posición | Requiere configuración de datum estable y estrategia consistente de ubicación de características | CMM |
Planitud | Requiere pasada de acabado controlada y conciencia de distorsión | Placa de superficie / CMM |
Paralelismo | Requiere referencia de datum consistente en múltiples superficies | CMM |
Perpendicularidad | Requiere alineación precisa del utillaje y enfoque de herramienta controlado | CMM |
Concentricidad | Requiere torneado o mandrinado controlado relativo a la referencia del eje verdadero | CMM / inspección de redondez |
Circularidad | Requiere geometría rotacional estable y control fino del proceso | Inspección de redondez |
Tolerancia de perfil | Requiere trayectoria de herramienta controlada, estabilidad de superficie y consistencia de datum | Escaneo CMM |
Para superficies más complejas o geometrías de múltiples caras, estos requisitos a menudo se benefician del mecanizado multi-eje porque reducir la transferencia de configuración puede ayudar a proteger las relaciones de características definidas por GD&T.
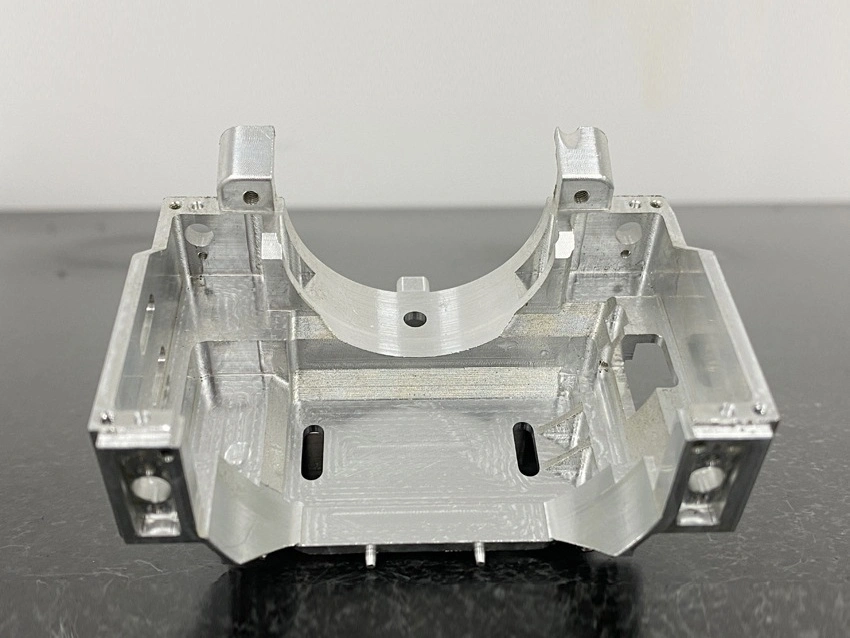
Desafíos del mecanizado de precisión para piezas personalizadas complejas
Las piezas personalizadas complejas introducen más riesgo porque varias fuentes de variación pueden afectar la misma estructura de datum. El mecanizado de múltiples caras a menudo requiere múltiples configuraciones, y cada configuración añade la posibilidad de error de transferencia de referencia. Las secciones de pared delgada pueden deformarse durante el mecanizado o liberar tensión después de la eliminación de material. Cavidades profundas, ranuras estrechas y agujeros largos pueden aumentar la deflexión de la herramienta y reducir la precisión local. El tratamiento térmico puede desplazar la geometría, y la tensión interna del material puede afectar la planitud u orientación después del mecanizado desbaste.
Estos riesgos se vuelven aún más importantes cuando la pieza debe repetirse posteriormente en pequeños lotes o cantidades de producción. A veces se puede fabricar una pieza una vez con un ajuste manual cuidadoso, pero un proveedor real de mecanizado de precisión debe ser capaz de planificar una ruta que mantenga la misma lógica de datum y relaciones de características estables en pedidos repetidos. Esa es la diferencia entre mecanizar una pieza compleja e industrializarla correctamente.
Cómo planificar el proceso de mecanizado para piezas controladas por datum
Para piezas controladas por datum, el mecanizado debe comenzar con la revisión del dibujo en lugar de con la generación de trayectorias de herramienta. El primer paso es estudiar el dibujo 2D e identificar cómo el diseño utiliza datums primarios, secundarios y terciarios. A partir de ahí, la secuencia de mecanizado debe construirse de modo que esas referencias se establezcan en un orden estable y se preserven mediante operaciones posteriores. En muchos proyectos, esto requiere mordazas blandas dedicadas, utillajes personalizados o un plan de configuración multietapa en lugar de un enfoque de sujeción de propósito general.
Una ruta típica puede incluir la revisión del dibujo y el esquema GD&T, identificación de datums, definición de la secuencia de mecanizado, planificación de utillajes, mecanizado desbaste con allowance de material controlado, alivio de tensiones o tratamiento térmico si es necesario, mecanizado de acabado de características críticas e inspección final de tamaño y requisitos GD&T. Para piezas en etapa de desarrollo, el Prototipado de Mecanizado CNC también puede ser valioso cuando el comprador desea verificar la lógica de datum y la función de ensamblaje antes de bloquear completamente una ruta de producción repetitiva.
Paso del proceso | Propósito |
|---|---|
Revisar dibujo 2D y GD&T | Comprender la geometría funcional real antes del mecanizado |
Identificar datums primarios, secundarios y terciarios | Establecer la verdadera estructura de referencia de mecanizado e inspección |
Definir secuencia de mecanizado | Proteger las relaciones de características en cada operación |
Diseñar utillajes o mordazas blandas | Estabilizar la pieza y preservar la lógica de datum |
Mecanizado desbaste con allowance controlado | Eliminar material sin sacrificar la estabilidad final de las características |
Alivio de tensiones o tratamiento térmico si es necesario | Gestionar la distorsión antes de los cortes de precisión finales |
Mecanizado de acabado de características críticas | Mantener las dimensiones finales y relaciones GD&T |
Inspeccionar dimensiones críticas y GD&T | Verificar la función, no solo el tamaño local |
Por qué la planificación de inspección debe comenzar antes del mecanizado
La inspección no debe tratarse como un paso administrativo final añadido después de completar el mecanizado. Para piezas de precisión complejas, el método de inspección influye en cómo debe mecanizarse la pieza en primer lugar. Si un cliente requiere un informe CMM, FAI, certificado de material o verificación de geometría específica de características, esas necesidades deben confirmarse en la etapa de cotización para que la ruta de fabricación pueda soportarlas. De lo contrario, el proveedor puede mecanizar la pieza con éxito pero aún carecer de la lógica de referencia adecuada o la ruta de medición para verificarla correctamente.
Esto es especialmente importante para piezas controladas por datum porque el datum de inspección y el datum de fabricación deben coincidir o estar intencionalmente relacionados. Si no lo hacen, una pieza puede pasar las comprobaciones de tamaño pero fallar en el ensamblaje o la función a nivel de sistema. Por eso, muchos compradores que trabajan en piezas personalizadas críticas revisan las expectativas de inspección junto con el control de calidad en el mecanizado CNC antes de lanzar el pedido.
¿Qué información deben proporcionar los compradores para el mecanizado de precisión personalizado?
Una buena solicitud de cotización (RFQ) para mecanizado de precisión personalizado debe dar al proveedor suficiente información para comprender la verdadera intención de ingeniería de la pieza, no solo su forma. Eso significa que el paquete de RFQ debe incluir tanto datos de modelo como los requisitos específicos de características que definen cómo se fabricará e inspeccionará la pieza.
Información de RFQ | Por qué es necesaria |
|---|---|
Archivos CAD 3D: STEP, X_T, IGS | Definir geometría y acceso de mecanizado |
Dibujos 2D con tolerancias | Definir dimensiones críticas y lógica GD&T |
Especificación de material | Afecta el mecanizado, utillajes, tratamiento térmico e inspección |
Requisitos de acabado superficial | Aclarar expectativas funcionales y cosméticas de la superficie |
Requisitos de tratamiento térmico | Influyen en el orden del proceso y control de distorsión |
Dimensiones críticas | Ayudan a priorizar el proceso alrededor de características críticas para la función |
Cantidad | Afecta la planificación de utillajes y la estrategia de repetibilidad |
Requisitos de informes de inspección | Definir si se requiere CMM, FAI u otros informes |
Entorno de aplicación o ensamblaje | Ayuda a confirmar qué requisitos no pueden reducirse |
Elegir un proveedor de mecanizado de precisión para piezas GD&T
Un proveedor adecuado para piezas controladas por GD&T debe poder hacer más que mecanizar hasta el tamaño nominal. Deben entender los dibujos de ingeniería, planificar la ruta alrededor del sistema de datum, diseñar utillajes estables, soportar inspección basada en CMM y gestionar materiales o tratamientos térmicos de manera que protejan la geometría final. También deben ser capaces de explicar cómo se mantendrá la repetibilidad en pedidos de bajo volumen y de producción, no solo cómo se hará la primera muestra.
Para compradores que buscan piezas personalizadas con requisitos posicionales, de perfil, planitud, perpendicularidad y relacionados con datum, Neway puede apoyar ese proceso a través de Mecanizado de Precisión con revisión de ingeniería vinculada a la intención del dibujo y planificación de inspección. En estos proyectos, el proveedor más fuerte suele ser aquel que entiende por qué la pieza es difícil, no solo cómo cortarla.
Preguntas frecuentes
¿Qué tolerancias puede lograr el mecanizado de precisión para piezas metálicas personalizadas?
¿Qué información se necesita para cotizar piezas mecanizadas de precisión?
¿Cómo afecta el GD&T al costo y la inspección del mecanizado de precisión?
¿Qué informes de inspección se recomiendan para componentes mecanizados de precisión?
¿Cómo elegir un proveedor de mecanizado de precisión para piezas de bajo volumen y producción?
