Usinagem CNC de Componentes de Turbo de Motor a Jato Inconel 738 LC para KBB Turbo
Contexto do Projeto: Componentes de Turbina de Alta Temperatura para Motores a Jato Aeroespaciais
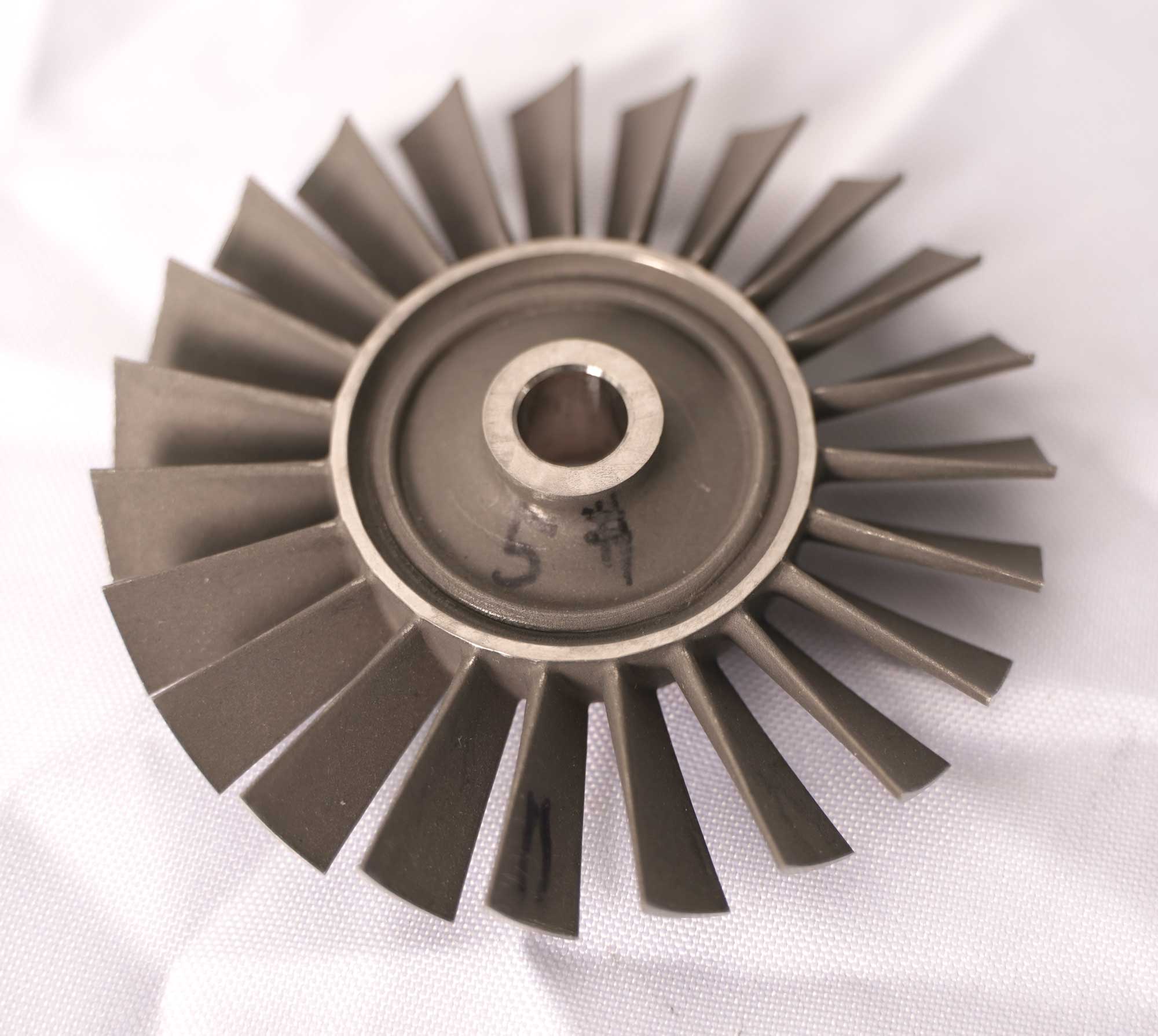
KBB Turbo, um fornecedor líder de sistemas turbo avançados para propulsão aeroespacial, necessitava de um componente de turbina termicamente estável e resistente à fadiga para uso em conjuntos de motores a jato de alta velocidade. A peça tinha que suportar calor extremo, oxidação e tensão mecânica durante ciclos operacionais prolongados. A Neway foi selecionada para usinar este componente crítico de grau aeroespacial a partir da superliga Inconel 738 LC.

Por que o Inconel 738 LC Foi Selecionado para Turbos de Motor a Jato
O Inconel 738 LC oferece resistência superior à fluência, resistência à fadiga e estabilidade à oxidação em temperaturas elevadas, tornando-o um dos materiais mais amplamente utilizados nas seções quentes da turbina.
Propriedade | Valor |
|---|---|
Temperatura de Operação | Até 980°C |
Resistência ao Escoamento | ≥800 MPa |
Vida à Ruptura por Fluência | Excelente (1000+ horas a 870°C) |
Usinabilidade | Baixa – Requer ferramentas de metal duro e cerâmica |
Saiba mais sobre a Usinagem CNC de Inconel 738 LC e por que é ideal para aplicações aeroespaciais termicamente críticas.

Processo de Usinagem CNC em Múltiplas Etapas
Torneamento CNC
A remoção inicial do material bruto e a formação de características concêntricas foram realizadas em um centro de torneamento CNC de alto torque. As velocidades de superfície foram otimizadas abaixo de 30 m/min com pastilhas de cerâmica para reduzir o encruamento durante o perfilamento.
Usinagem de Precisão CNC 5 Eixos
Canais aerodinâmicos, pás de contorno e geometria do cubo foram concluídos em uma única configuração de fixação usando usinagem CNC de 5 eixos. As tolerâncias de posição verdadeira foram mantidas dentro de ±0,01 mm, e a transição entre perfis axiais e radiais foi realizada com controle de interpolação de alta velocidade.
Furação CNC
Orifícios de resfriamento de alta precisão e canais de fluxo de óleo foram produzidos com furação CNC, aplicando ciclos de furação por penetração e brocas de metal duro com refrigeração interna para gerenciar o desgaste da ferramenta nesta superliga resistente.
Retificação CNC
Superfícies críticas de vedação e diâmetros de mancais de munhão foram acabados usando retificação CNC. O acabamento superficial alcançado foi Ra ≤ 0,4 μm, essencial para folgas apertadas em conjuntos rotativos de alta velocidade.
Garantia de Qualidade e Validação Final
Metrologia CMM: Todos os perfis aerodinâmicos e de vedação foram inspecionados usando sistemas de metrologia por coordenadas de 5 eixos
Verificação de Rugosidade Superficial: Regões retificadas verificadas usando perfilômetros calibrados conforme ISO 4287
Teste de Integridade de Furos: Todos os orifícios de resfriamento testados quanto a diâmetro, ângulo e fluxo usando sistemas de detecção de vazamento de ar e videoscopia
Resultado do Projeto
A Neway entregou um lote de 800 unidades para a divisão de motores a jato da KBB Turbo. Cada peça passou nos testes de tensão e vibração em alta temperatura. A precisão da usinagem permitiu zero retrabalho durante a montagem final do motor. A KBB reconheceu o desempenho da Neway no manuseio de componentes complexos de superliga e na manutenção da consistência entre lotes.
Por que Escolher a Neway para Componentes Usinados de Motor a Jato em Inconel
Usinagem CNC de Superliga: Décadas de experiência na usinagem de superligas à base de níquel com ferramentas especializadas e controle de processo
Serviço de Retificação CNC: Acabamento ultra fino para superfícies de rotor e vedação em sistemas a jato de alta velocidade
Serviço CNC Aeroespacial Completo: Integração vertical completa de desbaste, acabamento e inspeção de QA para componentes críticos de voo
Perguntas Frequentes
Qual é a estratégia de usinagem recomendada para Inconel 738 LC para evitar distorção térmica?
Como a retificação CNC melhora o desempenho da vedação em componentes de motor a jato?
Quais ferramentas e velocidades são ideais para furar orifícios de resfriamento em superligas?
Como a estabilidade dimensional é mantida durante a usinagem de superliga em múltiplos processos?
Quais métodos de inspeção garantem a precisão em peças aeroespaciais usinadas em 5 eixos?
