Prototypage par Impression 3D Haute Performance avec Superalliages pour Composants Aérospatiaux Comp...
Introduction
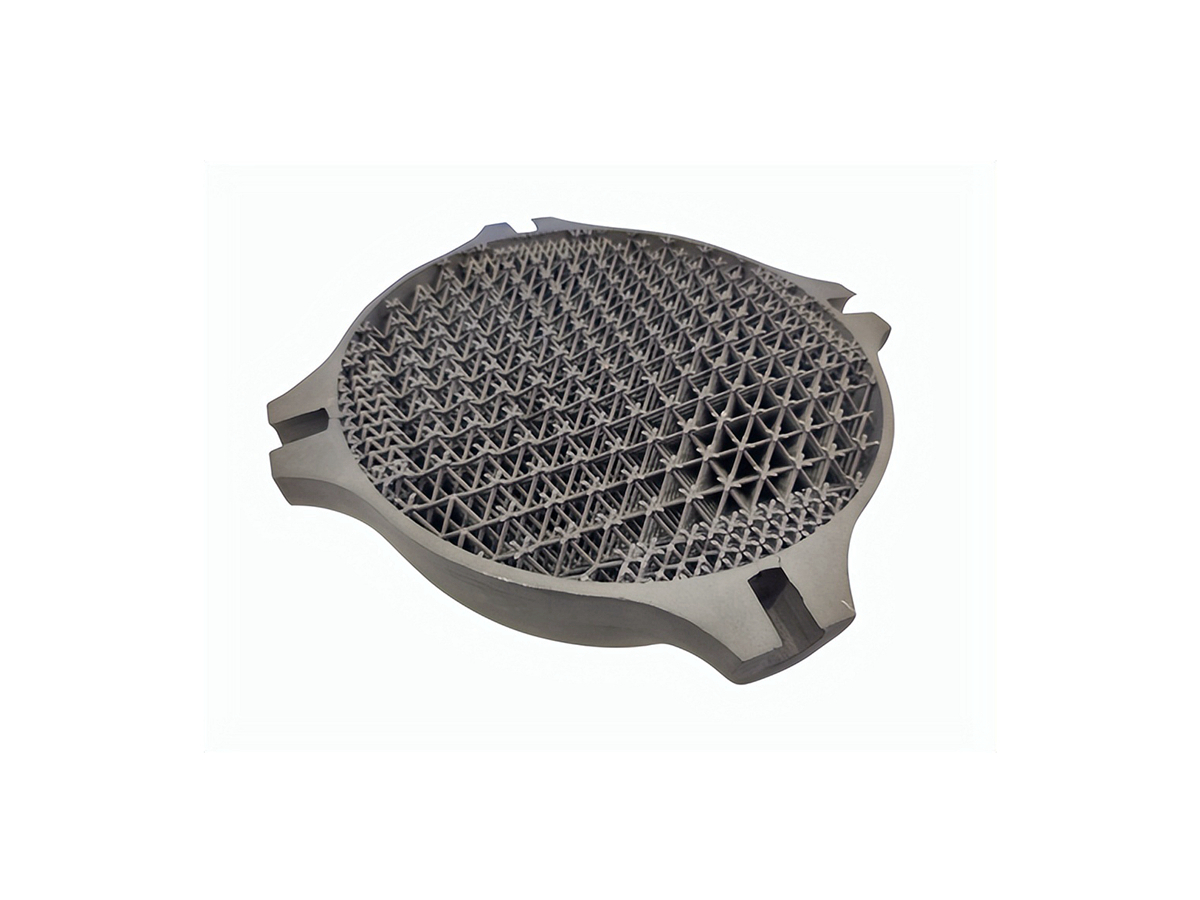
Les superalliages offrent une résistance mécanique exceptionnelle, une excellente résistance à la corrosion et une stabilité thermique élevée, ce qui les rend idéaux pour le prototypage par fabrication additive (impression 3D) de composants aérospatiaux complexes. Des industries telles que l'aérospatial, la production d'énergie et les moteurs d'aviation s'appuient sur des prototypes en superalliage créés via la Fusion sur Lit de Poudre, permettant d'obtenir des géométries complexes avec une grande précision dimensionnelle (±0,1 mm).
L'impression 3D avancée de superalliages accélère les cycles de prototypage, améliore les tests de performance et garantit la fiabilité des composants, réduisant ainsi le temps de développement global pour les applications aérospatiales haute performance.
Propriétés des Matériaux Superalliages
Tableau Comparatif des Performances des Matériaux
Superalliage | Résistance à la Traction (MPa) | Limite d'Élasticité (MPa) | Densité (g/cm³) | Température de Fonctionnement Max (°C) | Applications | Avantages |
|---|---|---|---|---|---|---|
1375-1450 | 1030-1200 | 8,19 | 700 | Disques de turbine, aubes de moteur | Excellente résistance à la traction, résistance à la corrosion | |
880-970 | 490-580 | 8,44 | 980 | Composants d'échappement, chambres de combustion | Haute résistance à l'oxydation, résistance à la fatigue | |
790-860 | 350-380 | 8,22 | 1200 | Postcombusteurs, supports de flamme | Excellente résistance à l'oxydation, soudabilité | |
1000-1100 | 600-700 | 8,36 | 850 | Turbines à gaz, chambres de combustion | Bonne résistance au fluage, stabilité thermique |
Stratégie de Sélection des Matériaux
Sélectionner un superalliage adapté pour le prototypage par impression 3D dans l'aérospatial nécessite une évaluation minutieuse basée sur les performances en température, les propriétés mécaniques et la résistance environnementale :
Inconel 718 : Idéal pour les composants de turbine soumis à de fortes contraintes nécessitant d'excellentes résistances à la traction (1450 MPa) et à l'élasticité (1200 MPa), combinées à une résistance supérieure à la corrosion jusqu'à 700°C.
Inconel 625 : Adapté pour les prototypes d'échappement et de combustion exigeant une résistance exceptionnelle à l'oxydation à des températures élevées jusqu'à 980°C et une bonne résistance à la fatigue.
Hastelloy X : Meilleur pour les prototypes de postcombusteurs et de supports de flamme à haute température fonctionnant jusqu'à 1200°C, offrant une remarquable résistance à l'oxydation et une soudabilité fiable.
Nimonic 263 : Préféré pour les chambres de combustion et les aubes de turbine nécessitant une bonne résistance au fluage (résistance à la traction de 1100 MPa) et des performances soutenues à des températures allant jusqu'à 850°C.
Procédés de Fabrication Additive pour Prototypes en Superalliage
Comparaison des Procédés d'Impression 3D
Procédé d'Impression 3D | Précision (mm) | État de Surface (Ra µm) | Utilisations Typiques | Avantages |
|---|---|---|---|---|
±0,1 | 8-20 | Pièces aérospatiales complexes, aubes de turbine | Géométries complexes, haute densité (≥99,8 %) | |
±0,25 | 15-30 | Réparation et grandes structures aérospatiales | Taux de dépôt élevé, capacité multi-matériaux | |
±0,2 | 10-25 | Outillage prototype, modèles rapides | Rentable, bonne évolutivité |
Stratégie de Sélection du Procédé d'Impression 3D
Sélectionner le bon procédé de fabrication additive pour le prototypage en superalliage implique une analyse détaillée de la complexité géométrique, de la précision requise et de l'utilisation prévue :
Fusion sur Lit de Poudre (ASTM F3055) : Idéale pour les prototypes aérospatiaux complexes comme les aubes de turbine, offrant une grande précision dimensionnelle (précision de ±0,1 mm) et des pièces quasi-nettes avec une densité de matériau ≥99,8 %.
Dépôt d'Énergie Dirigée (ISO/ASTM 52926) : Adapté pour les grands prototypes aérospatiaux ou les réparations de composants, avec des taux de dépôt rapides (jusqu'à 10 kg/h) et une précision acceptable (±0,25 mm).
Jet de Liant (ISO/ASTM 52900) : Approprié pour la modélisation conceptuelle rapide et la production rentable de géométries complexes, atteignant une précision modérée (précision de ±0,2 mm) avec des vitesses de construction plus rapides.
Traitements de Surface pour Prototypes Aérospatiaux en Superalliage
Comparaison des Traitements de Surface
Méthode de Traitement | Rugosité de Surface (Ra µm) | Résistance à l'Oxydation | Température Max (°C) | Applications | Caractéristiques Clés |
|---|---|---|---|---|---|
0,5-2,0 | Excellente | 1300 | Aubes de turbine, chambres de combustion | Protection thermique améliorée, durée de vie prolongée | |
≤0,4 | Bonne | 600 | Composants de moteur, pièces de précision | Durée de vie en fatigue améliorée, défauts de surface réduits | |
2-6 | Bonne | Limite du Matériau | Disques de turbine, pièces rotatives | Résistance à la fatigue améliorée, renforcement de surface | |
0,6-1,5 | Supérieure | 500 | Pièces aérospatiales sensibles à la corrosion | Résistance à la corrosion améliorée, pureté de surface |
Stratégie de Sélection du Traitement de Surface
Les traitements de surface améliorent considérablement les performances et la fiabilité des prototypes aérospatiaux :
Revêtements Barrière Thermique (TBC) : Essentiels pour les prototypes fonctionnant à haute température (jusqu'à 1300°C), offrant une protection thermique pour les aubes de turbine et les chambres de combustion.
Électropolissage : Permet d'obtenir des finitions lisses (Ra ≤0,4 µm), idéal pour améliorer la résistance à la fatigue et réduire les imperfections de surface critiques dans les composants de moteurs aérospatiaux.
Grenaillage : Améliore la durée de vie en fatigue et la dureté de surface, prolongeant efficacement la durabilité des prototypes en superalliage rotatifs comme les disques de turbine.
Passivation : Garantit la résistance à la corrosion et la propreté de surface, essentielles pour les pièces aérospatiales sensibles nécessitant des performances stables à long terme.
Méthodes de Prototypage Typiques
Impression 3D de Superalliages : Produit rapidement des prototypes complexes (précision de ±0,1 mm) avec des propriétés mécaniques exceptionnelles pour la validation des performances.
Prototypage par Usinage CNC : Offre une finition secondaire de haute précision ou un affinage de prototype avec des tolérances de ±0,005 mm.
Prototypage par Moulage Rapide : Crée efficacement des prototypes fonctionnels en séries limitées (précision de ±0,05 mm) pour des tests opérationnels réalistes.
Procédures d'Assurance Qualité
Vérification Dimensionnelle (ISO 10360-2) : Valide la précision du prototype avec des inspections par MMT dans une tolérance de ±0,1 mm.
Analyse de la Microstructure (ASTM E112) : Garantit une structure granulaire et une densité optimales (≥99,8 %) pour assurer une haute résistance et une grande durabilité.
Tests de Résistance à la Traction et à l'Élasticité (ASTM E8) : Confirme les propriétés mécaniques, vérifiant la conformité aux spécifications des matériaux aérospatiaux.
Tests de Cyclage Thermique (ASTM F3316) : Évalue la résilience du prototype sous des contraintes thermiques répétées jusqu'à 1200°C.
Contrôles Non Destructifs (ASTM E1417, ASTM E1742) : Identifie les défauts internes assurant la fiabilité et l'intégrité structurelle.
Certification ISO 9001 et AS9100 : Respecte les normes strictes de gestion de la qualité aérospatiale.
Applications Clés de l'Industrie
Aubes et ailettes de turbine
Composants de chambre de combustion
Pièces de fixation structurelles aérospatiales
Pièces de moteurs à réaction haute performance
FAQ associées :
Pourquoi utiliser des superalliages dans le prototypage aérospatial ?
Quelles méthodes d'impression 3D sont les meilleures pour les superalliages aérospatiaux ?
Comment les traitements de surface améliorent-ils les prototypes en superalliage ?
Quelles normes de qualité s'appliquent aux prototypes aérospatiaux ?
Quelles applications aérospatiales bénéficient le plus des superalliages imprimés en 3D ?
