Usinage CNC 5 axes de précision pour boîtier de caméra Olympus TG4 en aluminium 6063
Contexte du projet : Boîtier haute performance pour équipements optiques
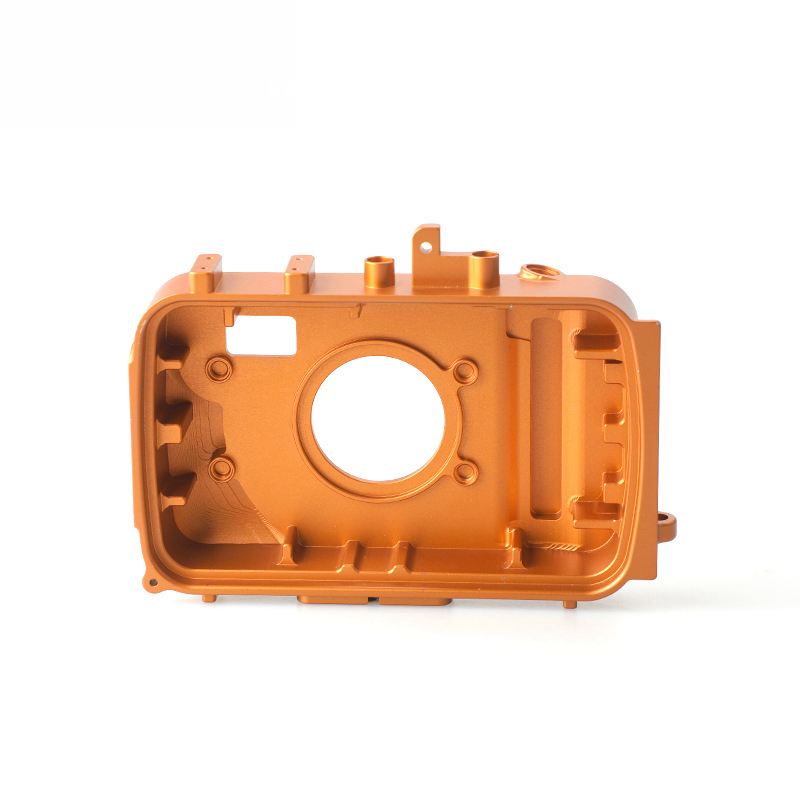
Olympus avait besoin d’une coque externe à la fois légère et structurellement robuste pour sa série TG4 — un appareil photo numérique étanche et robuste conçu pour résister à des environnements extérieurs extrêmes. Neway a été sélectionné comme partenaire d’usinage CNC afin de fournir ce boîtier en aluminium via un processus de fabrication multi-étapes hautement coordonné, conciliant tolérances strictes et esthétique haut de gamme.

Pourquoi l’aluminium 6063 a été choisi
L’aluminium 6063 a été sélectionné pour son excellent équilibre entre résistance, résistance à la corrosion et compatibilité avec les traitements de surface. Couramment utilisé dans l’architecture et l’électronique grand public, cet alliage présente :
Propriété | Valeur |
|---|---|
Résistance à la traction | ≥190 MPa |
Allongement | ≥8% |
Densité | 2.7 g/cm³ |
Aptitude à la finition de surface | Excellente pour l’anodisation et le sablage |
Sa très bonne réponse à l’anodisation et sa stabilité dimensionnelle en usinage de haute précision en font un choix idéal pour les boîtiers TG4. En savoir plus sur l’usinage CNC de l’aluminium 6063.

Flux de processus : allier efficacité et précision
Ébauche par fraisage CNC 3 axes
L’usinage d’ébauche initial a été réalisé à l’aide du fraisage CNC 3 axes afin d’éliminer efficacement l’excès de matière et de définir la géométrie de base, tout en conservant une surépaisseur critique pour les finitions.
Usinage de précision CNC 5 axes
Les géométries complexes du boîtier — contours en retrait, rayons serrés et contre-dépouilles — ont été réalisées grâce au fraisage CNC 5 axes. Cela a permis un accès multi-directionnel des outils avec une précision de ±0,01 mm, éliminant les erreurs de repositionnement et améliorant le rendement.
Séquence de finition de surface
Pour atteindre l’esthétique premium exigée par Olympus, plusieurs étapes de traitement de surface ont été appliquées :
Sablage – Fournit une texture mate uniforme d’environ Ra 1,6 μm.
Anodisation – Améliore la résistance à la corrosion et l’uniformité de la couleur (épaisseur 10–15 μm).
Marquage laser – Application du logo de la marque et de l’identification des pièces avec un contraste élevé et une durabilité permanente.
Assurance qualité & inspection
Contrôle dimensionnel : Toutes les caractéristiques critiques ont été vérifiées à l’aide d’une MMT avec une répétabilité de ±2 μm.
Contrôle de la qualité de surface : L’épaisseur après anodisation a été mesurée à l’aide de jauges à courants de Foucault.
Inspection esthétique : Toutes les surfaces visibles ont respecté les normes ISO 1302 et les critères esthétiques d’Olympus.
Résultat & retour client
Neway a livré plus de 500 boîtiers TG4 de haute précision lors du premier lot de production. Olympus a confirmé que les composants répondaient à toutes les exigences fonctionnelles et esthétiques sans nécessiter d’ajustements secondaires. La combinaison d’un usinage avancé et de traitements de surface intégrés a permis de réduire le temps de cycle et d’assurer une excellente homogénéité visuelle entre les lots.
Pourquoi choisir Neway pour les projets complexes de boîtiers CNC
Usinage CNC de l’aluminium : Nos capacités avancées d’usinage multi-axes permettent une production efficace de géométries complexes, garantissant une précision sur chaque face et chaque courbure.
Service d’usinage de précision : Nous maintenons des tolérances jusqu’à ±0,005 mm, assurant une précision répétable pour les pièces d’assemblage serré comme les boîtiers d’appareils photo.
Service de fabrication tout-en-un : De l’ébauche 3 axes à l’anodisation finale et au marquage laser, nous proposons une solution intégrée complète pour une livraison optimisée.
FAQ
Qu’est-ce qui rend l’Inconel 718 particulièrement adapté aux applications aérospatiales ?
Inconel 718 est idéal pour les applications aérospatiales car il combine une haute résistance, une excellente résistance à la corrosion et des performances fiables à des températures extrêmes. Ces propriétés en font un matériau de confiance pour les turbines, les systèmes d’échappement et d’autres composants critiques.
Quelles techniques d’usinage CNC sont les meilleures pour l’Inconel 718 ?
Les meilleures méthodes incluent généralement l’usinage CNC, l’usinage multi-axes, le fraisage CNC 5 axes et l’EDM. Ces procédés permettent d’atteindre des tolérances serrées, des géométries complexes et un meilleur contrôle thermique.
Comment les différents traitements de surface influencent-ils les performances des composants en Inconel 718 ?
Les traitements de surface améliorent les performances de différentes manières : les revêtements barrières thermiques protègent contre la chaleur extrême, les revêtements PVD augmentent la résistance à l’usure, l’électrodéposition améliore la résistance à la corrosion et l’électropolissage améliore la qualité de surface.
Quelles sont les principales considérations lors de l’usinage de géométries complexes en Inconel 718 ?
Les principaux facteurs sont le contrôle thermique, l’usure des outils, la précision dimensionnelle et l’accès aux zones difficiles. L’usinage multi-axes et l’usinage CNC sur mesure sont essentiels pour produire des pièces complexes avec une qualité constante.
