Usinage CNC 5 axes de haute précision pour boîtier de lentille optique Sony en aluminium 6061
Contexte du projet : Coque structurelle pour objectif optique haut de gamme
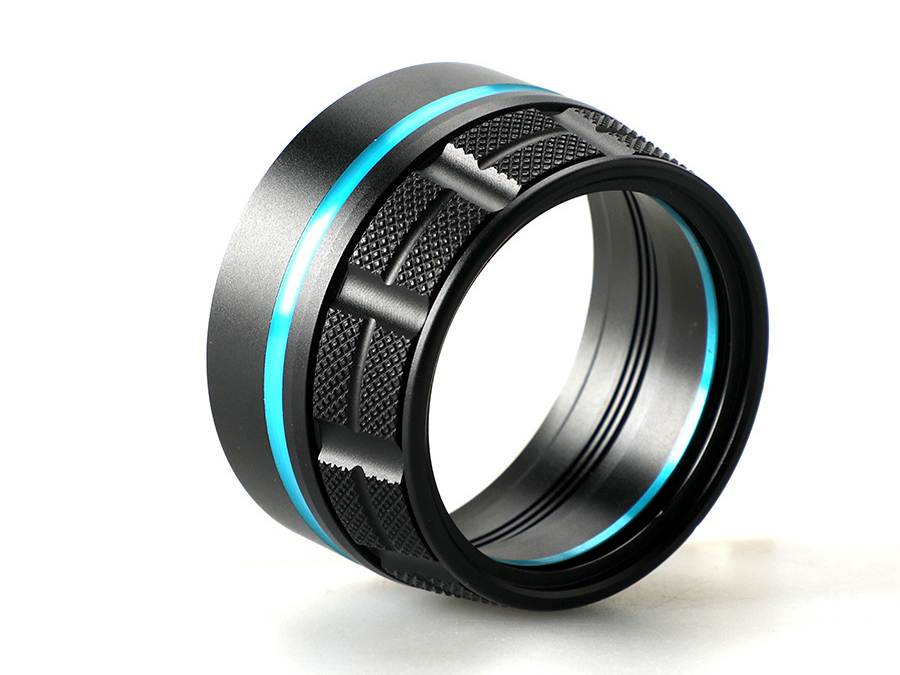
Sony avait besoin d’un boîtier d’objectif en aluminium à la fois rigide, léger et esthétiquement soigné pour l’un de ses modèles d’objectifs interchangeables phares. Ce composant optique devait respecter des tolérances dimensionnelles strictes, des exigences esthétiques de surface et la cohérence de l’identité de la marque. Neway a été sélectionné comme fournisseur avancé d’usinage CNC pour fournir un flux de production complet, de l’usinage tournage brut à la finition.
Pourquoi l’aluminium 6061 pour les boîtiers d’objectifs
L’aluminium 6061 offre un équilibre idéal entre performance structurelle, résistance à la corrosion et qualité de finition de surface — essentiel pour les boîtiers de composants optiques.
Propriété | Valeur |
|---|---|
Limite d’élasticité | ≥240 MPa |
Aptitude à la finition de surface | Excellente pour revêtement et sablage |
Rapport poids/résistance | Élevé |
Usinabilité | Excellente |
Sa stabilité en usinage et sa compatibilité avec les finitions de surface en font l’alliage de référence pour l’électronique grand public, l’aérospatiale et l’optique de qualité photographique.


Détail du processus d’usinage
Tournage CNC (phase d’ébauche)
La mise en forme initiale a été réalisée par tournage CNC, en retirant la matière en excès et en établissant des références concentriques pour le fraisage ultérieur.
Usinage de précision CNC 5 axes
Le boîtier optique comprenait plusieurs contre-dépouilles, rainures et bagues filetées en spirale pour l’interface zoom/mise au point. L’usinage CNC 5 axes a permis un accès multi-plan des outils, assurant une concentricité de ±0,01 mm entre les alésages optiques critiques et les filetages.
Séquence de traitement de surface
Pour garantir durabilité et apparence premium, les étapes suivantes ont été effectuées :
Sablage : Finition mate anti-reflets (~Ra 1,4 μm) idéale pour les boîtiers optiques
Peinture : Revêtement noir mat multi-couches optimisé pour la stabilité UV et la résistance à l’usure
Marquage laser : Application du numéro de série et du logo avec contraste élevé et sans déformation thermique
Contrôle qualité & inspection
Vérification dimensionnelle : Tous les filetages et axes optiques ont été inspectés à l’aide de MMT et scanner laser 3D
Test de surface : L’adhérence du revêtement a été vérifiée selon ASTM D3359 ; niveaux de brillance contrôlés sous angle de 85°
Gravure du logo : Vérifiée pour clarté et profondeur avec des outils conformes à ISO 14782
Résultats de production
Les boîtiers d’objectifs ont été produits par lots de 1 200 unités, avec zéro rejet et >99,5 % de rendement au premier passage. Sony a rapporté une cohérence exceptionnelle tant au niveau de l’alignement optique que de la durabilité du revêtement extérieur. Le boîtier a passé les tests de cycles thermiques et de chocs sans dégradation esthétique ni déformation dimensionnelle.
Pourquoi choisir Neway pour les composants d’objectifs CNC
Usinage CNC de l’aluminium : Essentiel pour la précision concentrique et angulaire entre surfaces optiques et supports filetés
Service de tournage CNC : Permet un enlèvement rapide de matière et une géométrie cylindrique précise
Service de fabrication tout-en-un : Contrôle complet interne de l’usinage, du revêtement et du marquage pour réduire les délais et améliorer la constance
FAQ
Quelle tolérance peut-on atteindre pour les boîtiers d’objectifs optiques avec l’usinage CNC 5 axes ?
Comment teste-t-on l’adhérence du revêtement sur les pièces en aluminium usinées CNC ?
Les surfaces peintes et sablées peuvent-elles conserver une apparence uniforme sur de grands lots ?
Quelles techniques garantissent la concentricité filet-alésage sur les composants cylindriques d’objectifs ?
Quel impact le marquage laser a-t-il sur l’intégrité finale de surface des pièces en aluminium peintes ?
