Usinage CNC de composants turbo pour moteurs à réaction en Inconel 738 LC pour KBB Turbo
Contexte du projet : Composants de turbine haute température pour moteurs à réaction aérospatiaux
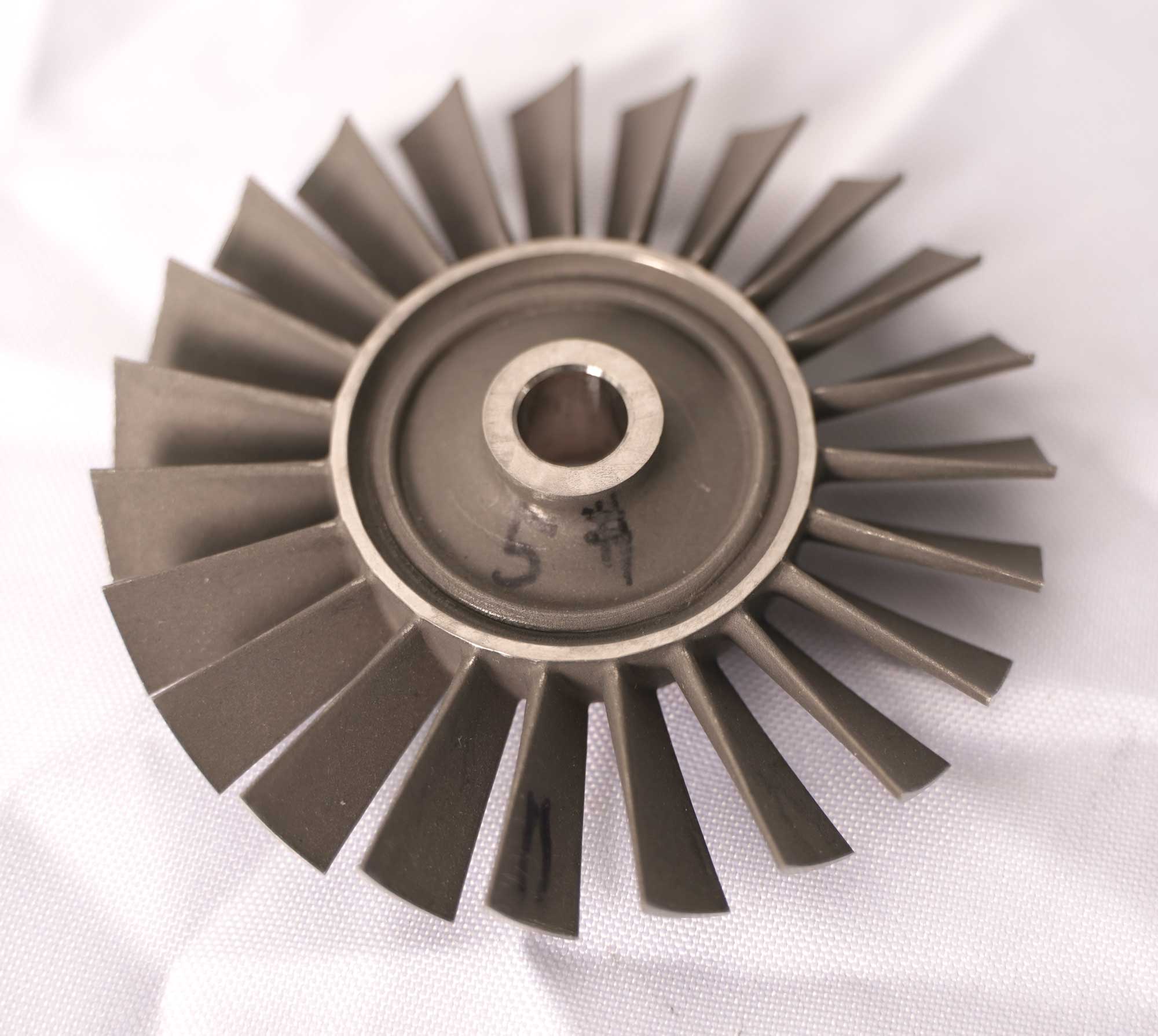
KBB Turbo, un fournisseur leader de systèmes turbo avancés pour la propulsion aérospatiale, avait besoin d'un composant de turbine thermiquement stable et résistant à la fatigue pour des assemblages de moteurs à réaction à grande vitesse. La pièce devait résister à une chaleur extrême, à l'oxydation et à des contraintes mécaniques sur de longs cycles de fonctionnement. Neway a été sélectionné pour usiner ce composant critique de qualité aérospatiale en superalliage Inconel 738 LC.

Pourquoi l'Inconel 738 LC a été sélectionné pour les turbos de moteurs à réaction
L'Inconel 738 LC offre une résistance au fluage, une résistance à la fatigue et une stabilité à l'oxydation supérieures à des températures élevées, ce qui en fait l'un des matériaux les plus utilisés dans les sections chaudes des turbines.
Propriété | Valeur |
|---|---|
Température de fonctionnement | Jusqu'à 980°C |
Limite d'élasticité | ≥800 MPa |
Durée de vie en fluage | Excellente (1000+ h à 870°C) |
Usinabilité | Faible – Nécessite des outils en carbure et céramique |
En savoir plus sur l'usinage CNC de l'Inconel 738 LC et pourquoi il est idéal pour les applications aérospatiales critiques thermiques.

Processus d'usinage CNC en plusieurs étapes
Tournage CNC
L'enlèvement initial de matière et la formation des caractéristiques concentriques ont été réalisés sur un centre de tournage CNC à couple élevé. Les vitesses de surface ont été optimisées en dessous de 30 m/min avec des plaquettes en céramique pour réduire l'écrouissage pendant le profilage.
Usinage de précision CNC 5 axes
Les canaux aérodynamiques, les aubes profilées et la géométrie du moyeu ont été réalisés en une seule mise en place à l'aide d'un usinage CNC 5 axes. Les tolérances de position vraie ont été maintenues à ±0,01 mm, et le raccordement entre les profils axiaux et radiaux a été effectué avec un contrôle d'interpolation à grande vitesse.
Perçage CNC
Les trous de refroidissement et les canaux d'écoulement d'huile de haute précision ont été produits par perçage CNC, en appliquant des cycles de perçage par à-coups et des forets carbure à refroidissement interne pour gérer l'usure des outils dans ce superalliage résistant.
Rectification CNC
Les surfaces d'étanchéité critiques et les diamètres des paliers lisses ont été finis par rectification CNC. L'état de surface obtenu était Ra ≤ 0,4 μm, essentiel pour les jeux serrés dans les assemblages rotatifs à grande vitesse.
Assurance qualité et validation finale
Métrologie par MMT : Tous les profils aérodynamiques et d'étanchéité ont été inspectés à l'aide de systèmes de métrologie par coordonnées 5 axes
Vérification de la rugosité de surface : Les zones rectifiées vérifiées à l'aide de profilomètres étalonnés selon l'ISO 4287
Test d'intégrité des trous : Tous les trous de refroidissement testés pour le diamètre, l'angle et le débit à l'aide de systèmes de détection de fuites d'air et d'endoscopes
Résultat du projet
Neway a livré un lot de 800 unités à la division moteurs à réaction de KBB Turbo. Chaque pièce a réussi les tests de contrainte thermique et de vibration. La précision d'usinage a permis d'éviter toute retouche lors de l'assemblage final du moteur. KBB a reconnu la performance de Neway dans la gestion de composants complexes en superalliage et le maintien de la cohérence d'un lot à l'autre.
Pourquoi choisir Neway pour les composants usinés en Inconel pour moteurs à réaction
Usinage CNC de superalliages : Des décennies d'expérience dans l'usinage de superalliages à base de nickel avec des outils spécialisés et un contrôle des processus
Service de rectification CNC : Finition ultra-fine pour les surfaces des rotors et d'étanchéité dans les systèmes à réaction à grande vitesse
Service CNC aérospatial tout-en-un : Intégration verticale complète de l'ébauche, de la finition et de l'inspection QA pour les composants critiques de vol
FAQ
Quelle est la stratégie d'usinage recommandée pour l'Inconel 738 LC afin d'éviter la déformation thermique ?
Comment la rectification CNC améliore-t-elle les performances d'étanchéité dans les composants de moteurs à réaction ?
Quels outils et vitesses sont optimaux pour le perçage de trous de refroidissement dans les superalliages ?
Comment la stabilité dimensionnelle est-elle maintenue pendant l'usinage multi-processus des superalliages ?
Quelles méthodes d'inspection garantissent la précision des pièces aéronautiques usinées en 5 axes ?
