Usinage CNC 5 axes de raccords à emmanchement forcé en SUS 316L pour les systèmes fluides Bosch
Contexte du projet : Raccords haute intégrité pour systèmes de pression automobiles
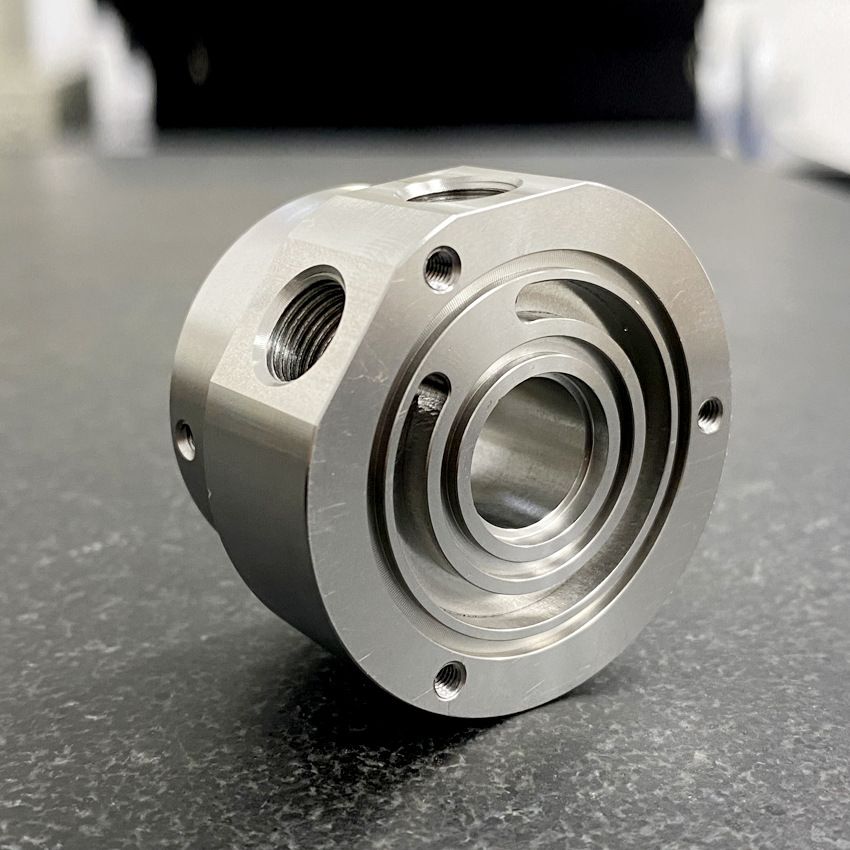
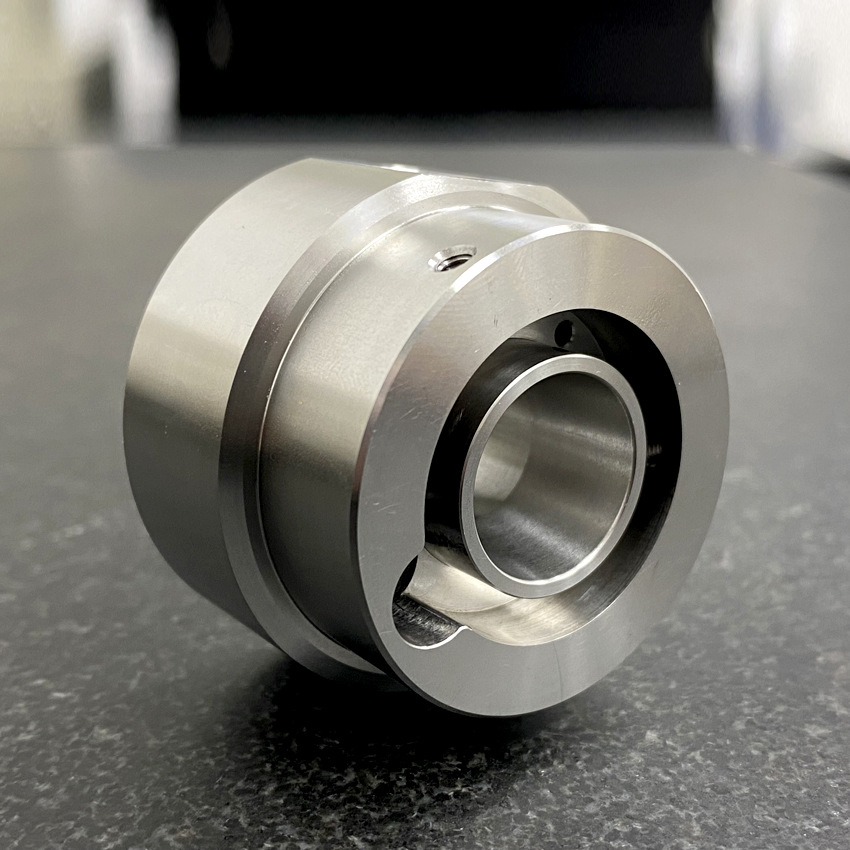
Bosch avait besoin d'un raccord à emmanchement forcé résistant à la corrosion et dimensionnellement stable pour être utilisé dans des systèmes de distribution de fluides avancés pour applications automobiles. La pièce devait répondre à des exigences strictes en matière d'étanchéité à la pression, de précision des filetages et de résistance à la corrosion à long terme. Neway a été sélectionné pour fournir la fabrication complète – depuis le tournage brut jusqu'à l'usinage de haute précision 5 axes et la finition.
Pourquoi l'acier inoxydable SUS 316L a été choisi
Le SUS 316L est largement utilisé dans les systèmes fluides en raison de sa résistance accrue à la corrosion, de sa solidité et de sa compatibilité avec les finitions de surface.
Propriété | Valeur |
|---|---|
Limite d'élasticité | ≥170 MPa |
Allongement | ≥40% |
Résistance à la corrosion | Excellente (environnements chlorés) |
Aptitude à la finition de surface | Idéal pour le grenaillage et le marquage |
Sa faible teneur en carbone le rend idéal pour le soudage et la stabilité dimensionnelle dans les raccords de pression automobiles. En savoir plus sur l'usinage CNC de l'acier inoxydable 316L.
Aperçu du processus d'usinage CNC
Tournage pour la mise en forme brute
L'ébauche cylindrique de la pièce a d'abord été préparée en utilisant le tournage CNC, qui a produit des diamètres précis pour les filetages, les emmanchements forcés et les surfaces d'étanchéité.
Usinage de précision CNC 5 axes
Les contre-dépouilles complexes, les filetages inclinés et les caractéristiques d'étanchéité multi-surfaces ont été finis en utilisant l'usinage CNC 5 axes. Cela a permis un usinage en une seule mise en place avec une tolérance de ±0,01 mm sur les faces de filetage et les alésages internes.
Traitement de surface et marquage
Le raccord nécessitait une durabilité de surface et une traçabilité. Neway a appliqué une séquence de finition en trois étapes :
Grenaillage : A fourni une finition satinée uniforme (~Ra 1,2 μm) et a éliminé les légères marques d'outil
Anodisation : Processus personnalisé adapté à l'acier inoxydable utilisant une protection par oxyde claire équivalente à la passivation
Marquage laser : Les identifiants de pièce sérialisés et les logos Bosch ont été appliqués par gravure laser haute résolution et résistante à la corrosion
Contrôle qualité & Tests
Test au calibre fileté : Tous les filetages pour emmanchement forcé vérifiés avec des calibres Go/No-Go étalonnés
Inspection d'étanchéité aux fuites : Contrôle dimensionnel des faces d'étanchéité confirmé par MMT et profilométrie par contact
Intégrité de surface : Les pièces grenaillées et anodisées ont passé le test de résistance à la corrosion par brouillard salin selon ASTM B117 pendant >240 heures
Résultat de production
Neway a produit avec succès un lot de 3 000 pièces sans aucun défaut d'étanchéité et avec une traçabilité complète sur toutes les unités. Bosch a rapporté une excellente uniformité des filetages, des tolérances d'emmanchement forcé fiables et une qualité esthétique constante d'un lot à l'autre. Les composants ont passé tous les tests de qualification des systèmes hydrauliques et de vibration.
Pourquoi choisir Neway pour les composants de raccords à emmanchement forcé usinés CNC
Service d'usinage d'acier inoxydable : Permet la production précise de faces d'étanchéité inclinées et de filetages multi-axes
Service de tournage CNC : Idéal pour le contrôle des tolérances de concentricité et des transitions de diamètre
Service de fabrication clé en main : L'usinage et la finition entièrement intégrés améliorent la cohérence et la traçabilité
FAQ
Quelles tolérances de filetage peuvent être obtenues sur les raccords en SUS 316L avec l'usinage CNC ?
Comment se comporte le 316L lors des tests de brouillard salin et de vibration ?
Les pièces en acier inoxydable peuvent-elles être anodisées, ou la passivation est-elle préférable ?
Quels sont les avantages de l'usinage 5 axes dans les zones d'étanchéité à emmanchement forcé inclinées ?
Comment le marquage laser est-il appliqué sans endommager la surface résistante à la corrosion ?
