العربية
خدمة تشغيل CNC للخزف الدقيق عبر الإنترنت
توفر خدمات تشغيل CNC للخزف الدقيق عبر الإنترنت دقة عالية، وقدرات تصميم معقدة، وتشطيب سطحي ممتاز. تتيح هذه الخدمات النماذج الأولية السريعة، وتقليل أوقات التسليم، والإنتاج بتكلفة فعالة، والقدرة على معالجة المواد الخزفية الصلبة والمعقدة بدقة.
- خدمة النماذج الأولية السريعة لتشغيل CNC للخزف
- خدمة تشغيل CNC للخزف بكميات منخفضة
- الإنتاج الضخم لتشغيل CNC للخزف
- خدمة تشغيل الخزف الشاملة
أرسل لنا تصميماتك ومواصفاتك للحصول على عرض سعر مجاني
كل الملفات المحملة آمنة وسرية
تعرف على تشغيل CNC للخزف
يقدم تشغيل CNC للخزف دقة عالية، وقدرة تصميم معقدة، وتشطيب سطحي ممتاز. يمكنه إنتاج قطع خزفية معقدة مع تحكم صارم في الأبعاد، مما يضمن الموثوقية والأداء في التطبيقات التي تتطلب مقاومة التآكل، والثبات الحراري، والمتانة.
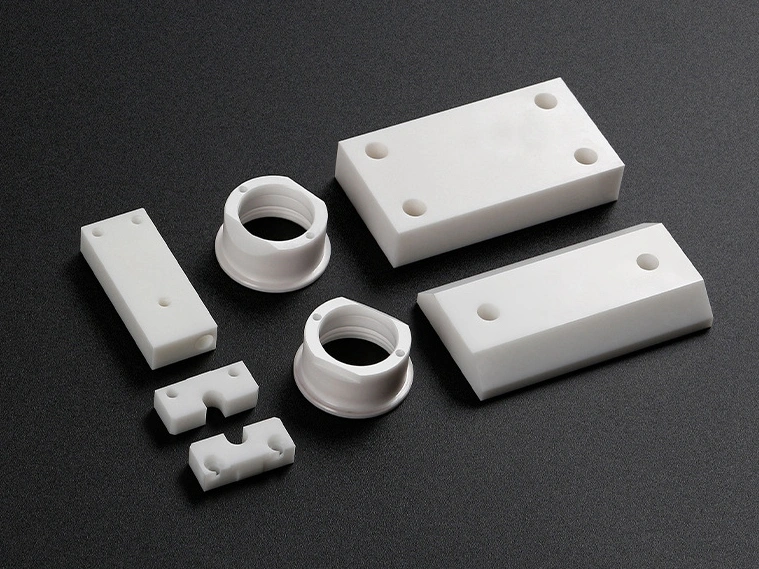
الخزف الشائع المستخدم في تشغيل CNC
تتميز المواد الخزفية المستخدمة في تشغيل CNC بصلابة استثنائية، ومقاومة عالية للحرارة والتآكل، واستقرار كيميائي. توفر هذه المواد متانة في البيئات الصعبة، مما يجعلها مثالية للتطبيقات في الطيران، والسيارات، والإلكترونيات، والطب حيث الدقة والموثوقية ضرورية.
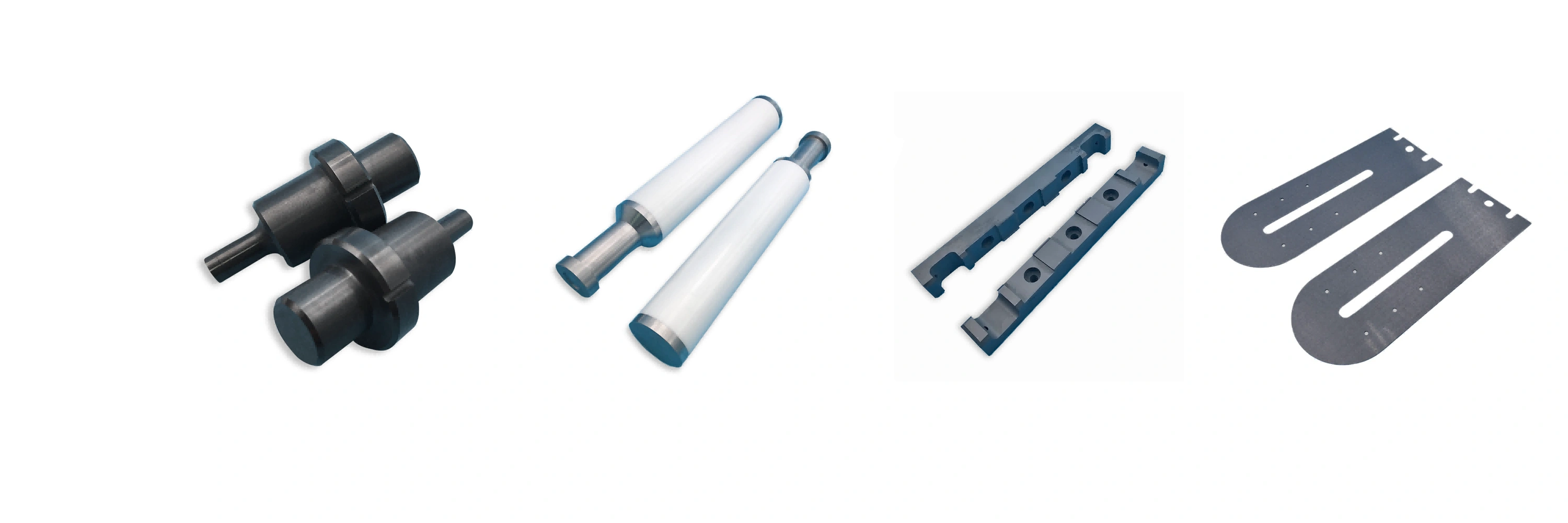
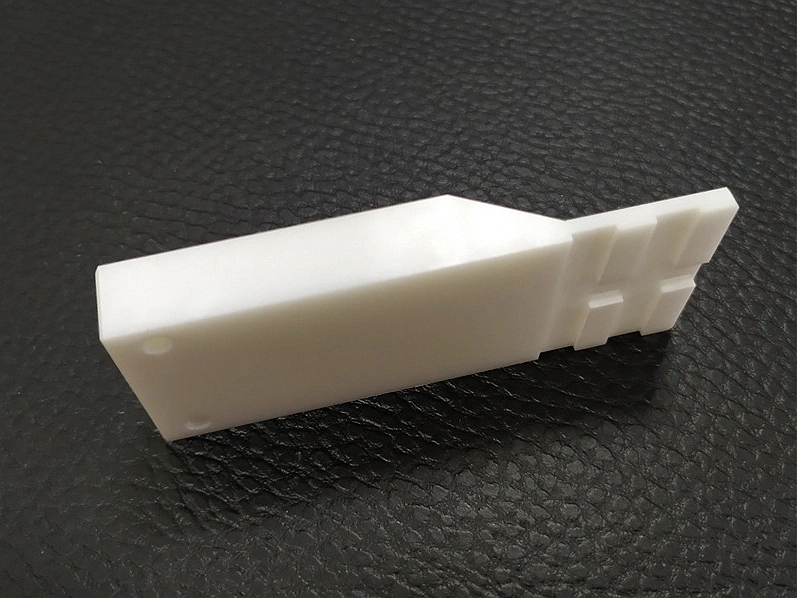
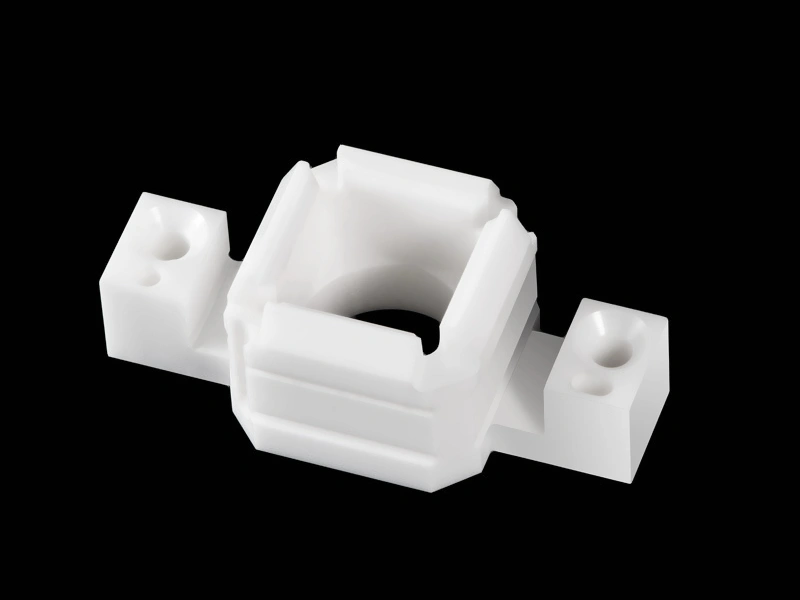
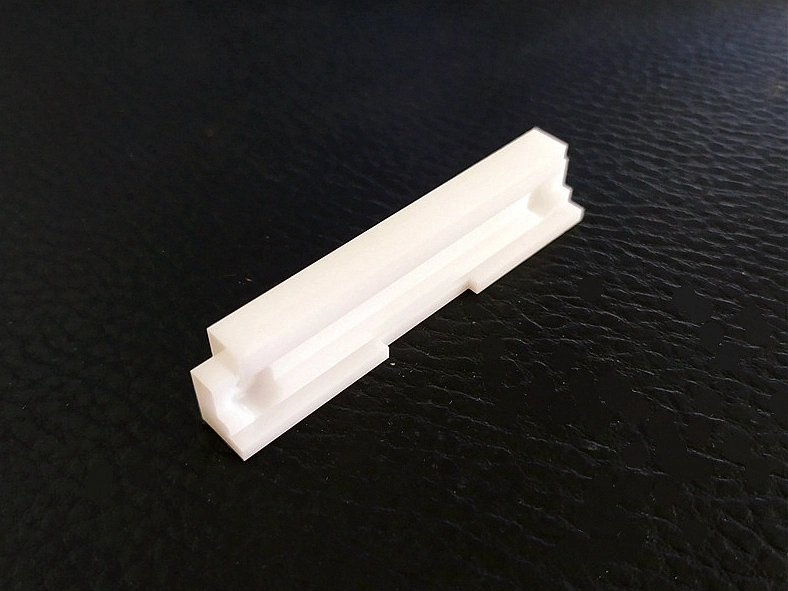
دراسة حالة نموذجية لتشغيل CNC للخزف
تسلط دراسات الحالة النموذجية لتشغيل CNC للخزف الضوء على القدرة على إنتاج مكونات دقيقة ومتينة مع تحكم دقيق في الأبعاد. توضح هذه الدراسات فعالية المواد مثل الزركونيا ونيتريد السيليكون في صناعات الطيران والإلكترونيات والطب، مما يضمن أداءً ممتازًا في ظروف قصوى.



لنبدأ مشروعًا جديدًا اليوم
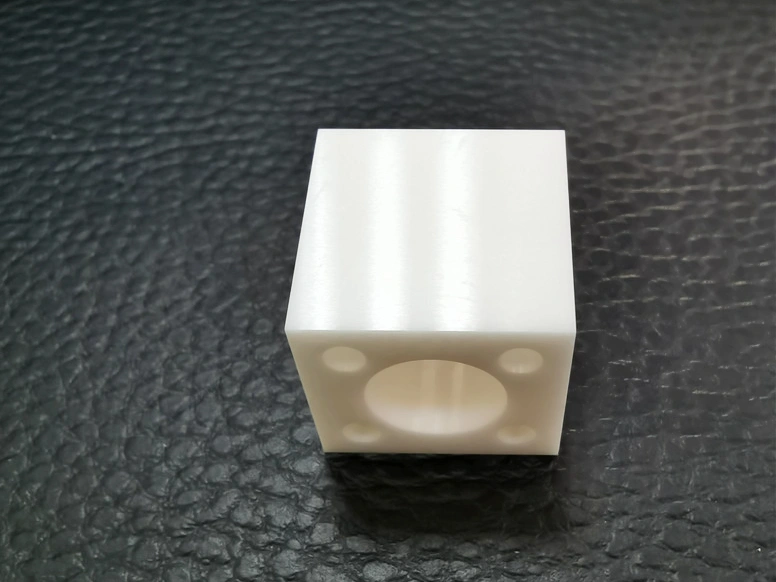
اقتراحات معلمات تشغيل CNC للخزف
تضمن اقتراحات معلمات تشغيل CNC للخزف الدقة والكفاءة وسلامة المادة. يؤدي تحسين قوة المغزل، ومعدل التغذية، وعمق القطع، واختيار الأداة إلى تقليل تآكل الأدوات، ومنع التشقق، وتحسين جودة السطح، في حين تعزز التبريد المناسب والتحكم في الاهتزاز أداء التشغيل.
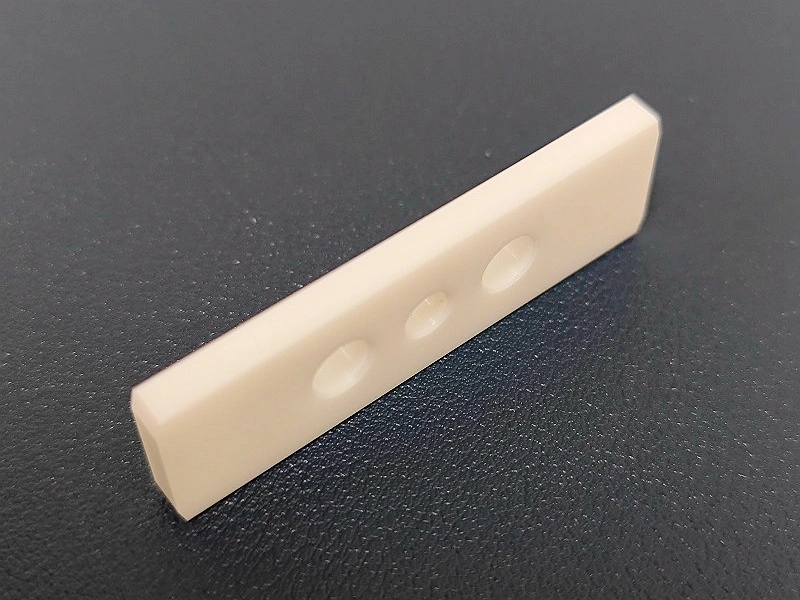
اقتراحات التشغيل للخزف
يوفر تشغيل الخزف دقة عالية، ومتانة، وأداءً فائقًا في الظروف القاسية. تضمن الاقتراحات الأساسية مثل الحفاظ على التفاوتات المناسبة، واستخدام الأدوات المتخصصة، والالتزام بأدنى سمك للجدران وحجم القطعة، إنتاجًا موثوقًا وفعالًا من حيث التكلفة للصناعات الصعبة مثل الطيران والطب.
Frequently Asked Questions
استكشف الموارد ذات الصلة




شركة Neway Precision Works Ltd.
رقم 3 طريق لفوشان الصناعي الغربي
فينغغانغ، دونغقوان، الصين
الرمز البريدي 523000
الحلول
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.