مقدمة حول التصنيع الإضافي بحزمة الإلكترون (EBAM) للطباعة ثلاثية الأبعاد
المقدمة
يُعد التصنيع الإضافي بشعاع الإلكترون (EBAM) عملية تصنيع معدنية عالية الأداء باستخدام شعاع إلكتروني مركز لدمج مساحيق أو أسلاك معدنية طبقةً تلو الأخرى في بيئة تفريغ. على عكس التشغيل باستخدام الحاسب CNC أو طرق الإضافة التقليدية، يقدم EBAM معدلات ترسيب استثنائية، وخواص ميكانيكية متفوقة، والقدرة على إنتاج مكونات كبيرة الحجم بكفاءة. وتعد هذه التقنية مفيدة جدًا في صناعات مثل الطيران والدفاع والطاقة، والتي تتطلب إنتاجًا سريعًا لأجزاء معدنية قوية وخفيفة الوزن ومعقدة الهيكل.
في Neway، تدمج خدمات الطباعة الصناعية ثلاثية الأبعاد تقنية EBAM المتقدمة، مما يمكّن العملاء من تصنيع مكونات معدنية كبيرة ومتكاملة وكثيفة بالكامل بسرعة، مع تقليل وقت التسليم وتعزيز الأداء في التطبيقات عالية المتطلبات.
كيف تعمل تقنية EBAM: مبادئ العملية
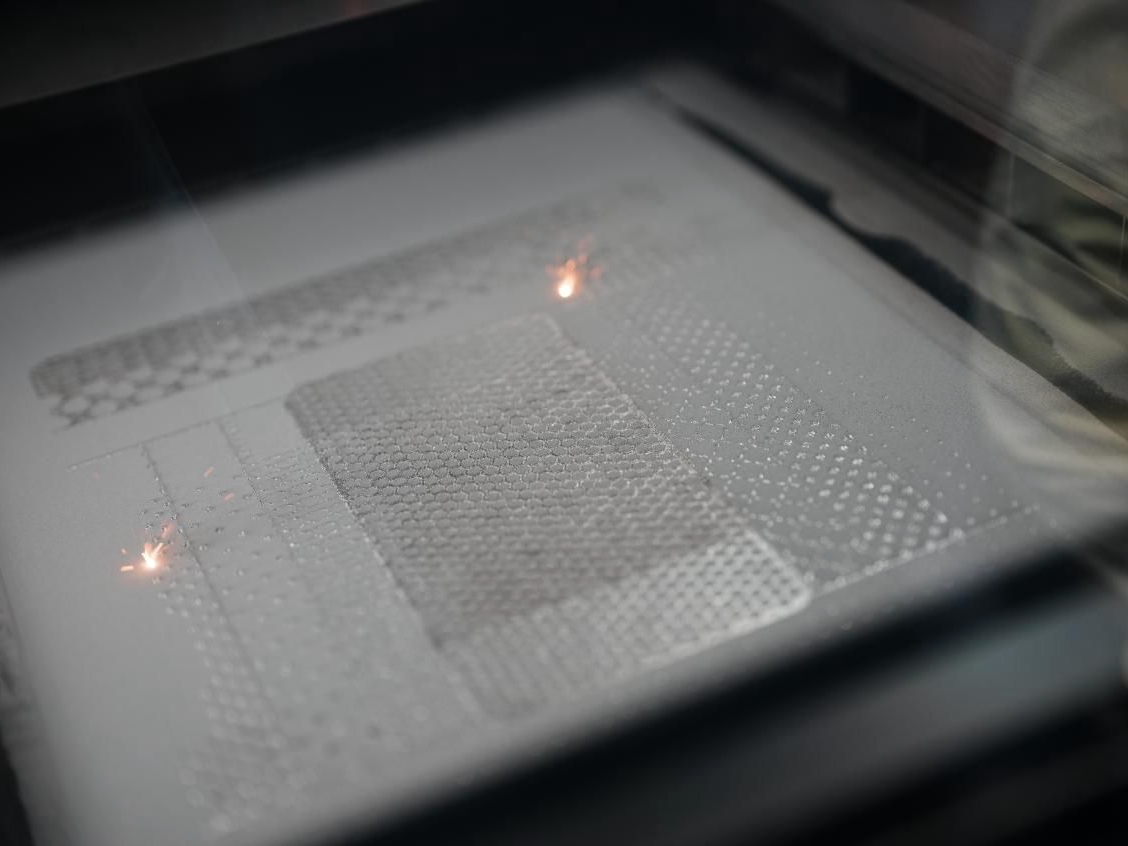
يتبع التصنيع الإضافي بشعاع الإلكترون ثلاث مراحل رئيسية: ترسيب المادة، انصهار شعاع الإلكترون، وتصلب الطبقة. في البداية، يتم توصيل مسحوق أو سلك معدني بدقة على ركيزة داخل حجرة تفريغ. بعد ذلك، يقوم شعاع إلكتروني عالي الطاقة بإذابة المادة بشكل انتقائي، مكوّنًا بركة منصهرة تتصلب بسرعة لتشكيل طبقة معدنية كاملة الكثافة. تتكرر هذه العملية طبقةً تلو الأخرى وفق نماذج حاسوبية دقيقة. بيئة التفريغ تمنع التلوث وتقليل الإجهادات المتبقية، مقدمة مزايا واضحة مقارنة بالعمليات الإضافية المعتمدة على الليزر مثل SLS أو FDM.
المواد الشائعة في EBAM
تستخدم EBAM مواد معدنية متخصصة مصممة لتحقيق أداء ميكانيكي متفوق وتطبيقات صناعية محددة. في Neway، نستخدم عادةً المواد التالية المعتمدة لتقنية EBAM:
المادة | قوة الشد | الاستقرار الحراري | الخصائص الرئيسية | التطبيقات الشائعة |
|---|---|---|---|---|
900–1200 MPa | حتى ~600°C | نسبة قوة إلى وزن عالية، مقاومة للتآكل | هياكل الطيران، أجزاء المحركات | |
1200–1400 MPa | حتى ~800°C | قوة استثنائية عند درجات حرارة مرتفعة | شفرات التوربين، غرف الاحتراق | |
600–1100 MPa | حتى ~500°C | مقاومة ممتازة للتآكل، متانة عالية | معدات النفط والغاز، غرسات طبية | |
300–400 MPa | حتى ~250°C | خفيفة الوزن، موصلية حرارية جيدة | أجزاء هيكلية للطيران والسيارات |
الخصائص التقنية الرئيسية للطباعة EBAM ثلاثية الأبعاد
تحظى EBAM بتقدير كبير لمعدلات البناء العالية، وقدرتها على التصنيع الكبير الحجم، وخصائصها الميكانيكية الممتازة. وتشمل المواصفات التقنية الأساسية المعتمدة وفق معايير ASTM وISO:
الدقة والوضوح
سماكة الطبقة: قابلة للتعديل من 0.2–1.5 مم، مثالية لمعدلات الترسيب العالية والتصنيع كبير الحجم.
الدقة الأبعادية: ±0.3 مم (ISO 2768)، ممتازة للمكونات الهيكلية الكبيرة.
أصغر حجم ميزة: يمكن تحقيق ميزات دقيقة حوالي 1 مم، مناسبة للأجزاء الهيكلية المتينة.
الأداء الميكانيكي
قوة الشد: تعتمد على السبيكة، عادةً بين 600 و1400 MPa، موفرة أداء ميكانيكي استثنائي.
الاستقرار الحراري العالي: تحافظ السبائك الفائقة على السلامة الهيكلية حتى 800°C، مثالية لمكونات محركات الطيران.
متانة التعب ومقاومة الكسر: متانة ميكانيكية ممتازة ومقاومة للتعب بفضل الترابط المعدني الكثيف.
كفاءة الإنتاج
معدلات ترسيب عالية: قادر على ترسيب 7–11 كجم من المادة في الساعة، أسرع بكثير من طرق التصنيع الإضافي التقليدية.
تقليل هدر المواد: تتجاوز كفاءة استخدام المواد عادة 90%، مما يقلل الهدر مقارنة بالتشغيل التقليدي.
إنتاج مكونات كبيرة الحجم: يستوعب EBAM تصنيع مكونات كبيرة الحجم دون المساس بالسلامة الهيكلية، مما يقلل الحاجة للتجميع.
جودة السطح والمظهر
تشطيب السطح: خشونة سطح عادةً Ra 15–35 µm، مناسبة للأسطح الوظيفية مع إمكانية المعالجة اللاحقة.
سهولة التشغيل اللاحق: يمكن إنهاء الأجزاء المنتجة بواسطة EBAM بسهولة باستخدام طرق التشغيل التقليدية لتلبية متطلبات السطح الدقيقة.
المزايا الأساسية مقارنة بالطرق التقليدية
توفير التكاليف والوقت: يقلل EBAM بشكل كبير أوقات التسليم (بنسبة تصل إلى 80%) ويلغي الحاجة للأدوات المكلفة المرتبطة بـ CNC أو الصب للأجزاء المعدنية كبيرة الحجم.
سلامة ميكانيكية متفوقة: ينتج أجزاء معدنية كثيفة بالكامل ومرتبطة ميتالورجيًا وخالية من المسامية، مما يضمن موثوقية هيكلية أفضل بكثير من المكونات المصبوبة.
كفاءة استخدام المواد والطاقة: استخدام مواد عالي (~90%)، مما يقلل الهدر بشكل كبير مقارنة بالتشغيل التقليدي (60–80%).
قابلية للتوسع للأجزاء الكبيرة: يصنع أجزاء هيكلية كبيرة في قطعة واحدة، مما يقلل التعقيد والوزن ووقت التجميع بشكل كبير.
تقليل الإجهاد المتبقي: يقلل بيئة التفريغ وتسخين شعاع الإلكترون من الإجهاد المتبقي والتشوه مقارنة بالعمليات الإضافية المعتمدة على الليزر.
تحسين الجودة المعدنية: تمنع بيئة التفريغ التلوث، مما يضمن خصائص ميكانيكية مثالية ومقاومة للتآكل.
EBAM مقابل التشغيل CNC مقابل الصب: مقارنة عمليات التصنيع
عملية التصنيع | مدة التنفيذ | خشونة السطح | تعقيد الهندسة | أصغر حجم ميزة | قابلية التوسع |
|---|---|---|---|---|---|
التصنيع الإضافي بشعاع الإلكترون | 2–7 أيام (لا تتطلب أدوات) | Ra 15–35 µm | ✅ معقدة، كبيرة الحجم، ميزات داخلية | ~1 مم | 1–50 قطعة (مثالي للأجزاء الكبيرة) |
التشغيل CNC | 3–7 أيام (برمجة وإعداد) | Ra 1.6–3.2 µm | ❌ محدود بسبب وصول الأدوات | 0.5 مم | 10–500 قطعة (مكلف عند الإنتاج الكبير) |
الصب | 4–12 أسبوعًا (تتطلب قوالب وأدوات) | Ra 6–12 µm | ❌ محدود بالقوالب، لا يوجد تعقيد داخلي | 1–3 مم | >500 قطعة (اقتصادي فقط عند الإنتاج الكبير) |
تطبيقات EBAM حسب الصناعة
الفضاء والطيران: الإنتاج السريع لهياكل الطائرات، مكونات التوربينات، أغطية المحركات، والتجميعات المعدنية خفيفة الوزن.
الدفاع والعسكرية: مكونات الدروع عالية القوة كبيرة الحجم، أغطية الصواريخ، المكونات الهيكلية الحرجة مع وقت تسليم سريع.
النفط والغاز: مكونات كبيرة الحجم مقاومة للتآكل مثل هياكل الصمامات، أوعية الضغط، ومعدات الحفر.
توليد الطاقة: شفرات التوربين، مكونات المبادلات الحرارية، أوعية المفاعلات، وهياكل محطات الطاقة الكبيرة.
الأسئلة الشائعة ذات الصلة
كيف تقلل تقنية EBAM من تكاليف التصنيع وأوقات التسليم مقارنة بالتشغيل CNC أو طرق الصب التقليدية؟
ما المواد المستخدمة عادةً في EBAM، وما هي تطبيقاتها وفوائدها الأساسية؟
ما حجم وتعقيد الأجزاء التي يمكن لتقنية EBAM إنتاجها مقارنة بعمليات الإضافة أو الطرح الأخرى؟
كيف تقارن الخصائص الميكانيكية للمكونات المصنعة بتقنية EBAM مع الأجزاء المشغلة أو المصبوبة تقليديًا؟
في أي صناعات محددة يكون التصنيع الإضافي بشعاع الإلكترون مفيدًا للغاية ولماذا؟
