Usinagem CNC de 5 eixos de alta precisão para carcaça de lente óptica Sony em alumínio 6061
Contexto do Projeto: Carcaça Estrutural para Lente Óptica de Alto Padrão
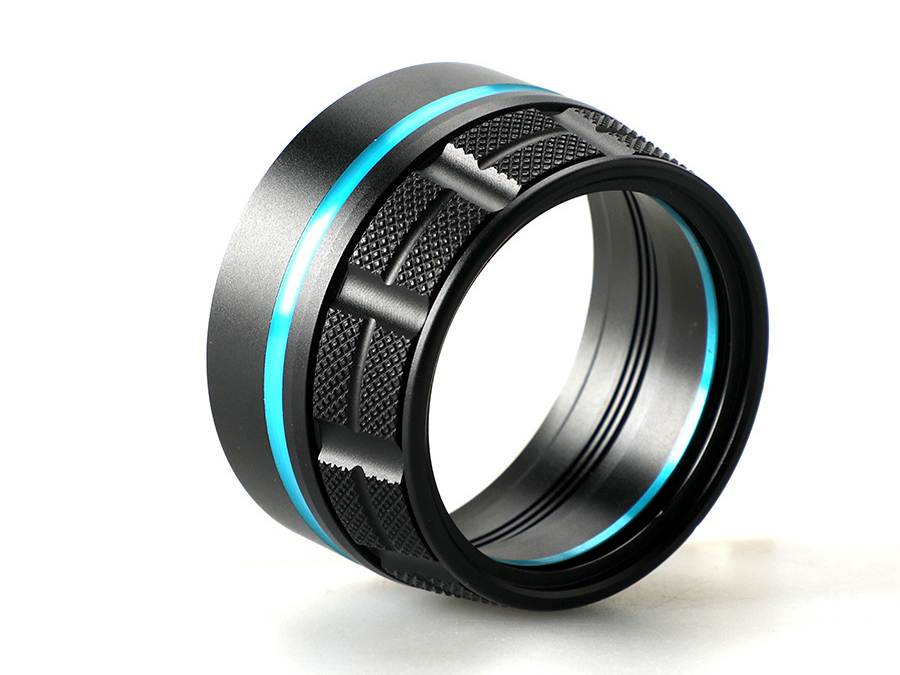
Sony precisava de uma carcaça de lente em alumínio estruturalmente rígida, leve e com acabamento estético refinado para um de seus modelos emblemáticos de lentes intercambiáveis. Este componente óptico precisava atender a rigorosas tolerâncias dimensionais, exigências estéticas de superfície e consistência de identidade da marca. A Neway foi selecionada como fornecedora avançada de usinagem CNC para entregar um fluxo de produção completo, desde o torneamento bruto até o acabamento.
Por que Alumínio 6061 para Carcaças de Lentes Ópticas
O Alumínio 6061 oferece o equilíbrio ideal entre desempenho estrutural, resistência à corrosão e qualidade de acabamento superficial — essencial para carcaças de componentes ópticos.
Propriedade | Valor |
|---|---|
Limite de Escoamento | ≥240 MPa |
Adequação do Acabamento Superficial | Excelente para revestimento e jateamento |
Relação Peso-Resistência | Alta |
Usinabilidade | Excelente |
Sua usinabilidade estável e compatibilidade com acabamento de superfície fazem dela a liga preferida para eletrônicos de consumo, aeroespacial e óptica de câmeras.


Detalhamento do Processo de Usinagem
Torneamento CNC (Etapa de Desbaste)
O formato inicial foi produzido por meio de torneamento CNC, removendo o material excedente e estabelecendo referências concêntricas para a fresagem subsequente.
Usinagem CNC de Precisão em 5 Eixos
A carcaça da lente óptica apresentava vários undercuts, ranhuras e anéis com rosca helicoidal para a interface de zoom/foco. A usinagem CNC em 5 eixos permitiu acesso multiangular da ferramenta, alcançando concentricidade de ±0,01 mm entre os furos ópticos críticos e as roscas.
Sequência de Tratamento de Superfície
Para garantir tanto durabilidade quanto aparência premium, foram executadas as seguintes etapas:
Jateamento: Proporcionou um acabamento fosco antirreflexo (~Ra 1,4 μm), ideal para carcaças de nível óptico
Pintura: Revestimento preto fosco multicamadas otimizado para estabilidade UV e resistência ao desgaste
Marcação a Laser: Aplicação do número de série e da insígnia da marca com alto contraste e sem distorção térmica
Controle de Qualidade e Inspeção
Verificação Dimensional: Todas as roscas e características do eixo óptico foram inspecionadas com CMM e escaneamento a laser 3D
Teste de Superfície: A adesão do revestimento foi verificada conforme ASTM D3359; os níveis de brilho foram controlados segundo padrões de ângulo de 85°
Gravação do Logotipo: Verificada quanto à clareza e profundidade usando ferramentas de medição em conformidade com a ISO 14782
Resultados de Produção
As carcaças de lente foram produzidas em lotes de 1.200 unidades, com zero rejeições e rendimento de primeira passagem >99,5%. A Sony relatou excelente consistência tanto no alinhamento óptico quanto na durabilidade do revestimento externo. A carcaça passou em testes de ciclagem térmica e impacto por queda sem degradação estética nem alteração dimensional.
Por que a Neway para Componentes Ópticos de Lente Usinados em CNC
Usinagem CNC de Alumínio: Essencial para precisão concêntrica e angular entre superfícies ópticas e montagens roscadas
Serviço de Torneamento CNC: Permite remoção rápida de material e geometria cilíndrica precisa
Serviço de Fabricação Completa: O controle completo interno de usinagem, revestimento e marcação reduz o prazo de entrega e melhora a consistência
Perguntas Frequentes
Qual é a tolerância alcançável para carcaças de lentes ópticas usando usinagem CNC em 5 eixos?
Como a adesão do revestimento é testada em peças de alumínio usinadas em CNC?
Superfícies pintadas e jateadas conseguem manter aparência uniforme em grandes lotes?
Quais técnicas garantem a concentricidade entre rosca e furo em componentes cilíndricos de lente?
Como a marcação a laser afeta a integridade final da superfície de peças de alumínio pintadas?
