Usinage CNC du cuivre et du laiton pour le prototypage de composants électriques et mécaniques
Pour le développement de prototypes de pièces électriques et mécaniques, l'usinage CNC sur mesure est souvent la voie la plus rapide et la plus pratique pour valider la géométrie, la conductivité, l'ajustement et les performances fonctionnelles avant de s'engager dans une production à plus grande échelle. Le cuivre et le laiton sont particulièrement importants dans ce domaine car ils combinent une forte valeur technique avec des profils de performance très différents. Le cuivre est largement sélectionné lorsque la conductivité électrique, la conductivité thermique ou l'efficacité du transport du courant sont critiques. Le laiton est souvent choisi lorsque le prototype nécessite une meilleure usinabilité, une performance de coupe plus stable et une précision fiable pour les raccords, les boîtiers et les interfaces mécaniques.
Dans les programmes de prototypage, l'objectif est rarement simplement de « fabriquer la pièce ». Le véritable objectif est de tester si la conception fonctionne dans des conditions réalistes. Pour les pièces électriques, cela peut signifier vérifier la géométrie de contact, le comportement de la résistance, la dissipation de la chaleur ou l'ajustement de l'assemblage avec des isolants et des bornes. Pour les pièces mécaniques, cela peut signifier vérifier l'engagement des filets, les interfaces d'étanchéité, la fonction de glissement, la précision de fixation ou la compatibilité dimensionnelle avec les assemblages environnants. L'usinage CNC aide à accélérer ce cycle d'apprentissage car la pièce peut être produite directement à partir des données CAO, révisée rapidement et usinée dans de vrais métaux techniques plutôt que dans des matériaux d'approximation.
Pourquoi le cuivre et le laiton sont importants pour les prototypes de pièces électriques et mécaniques
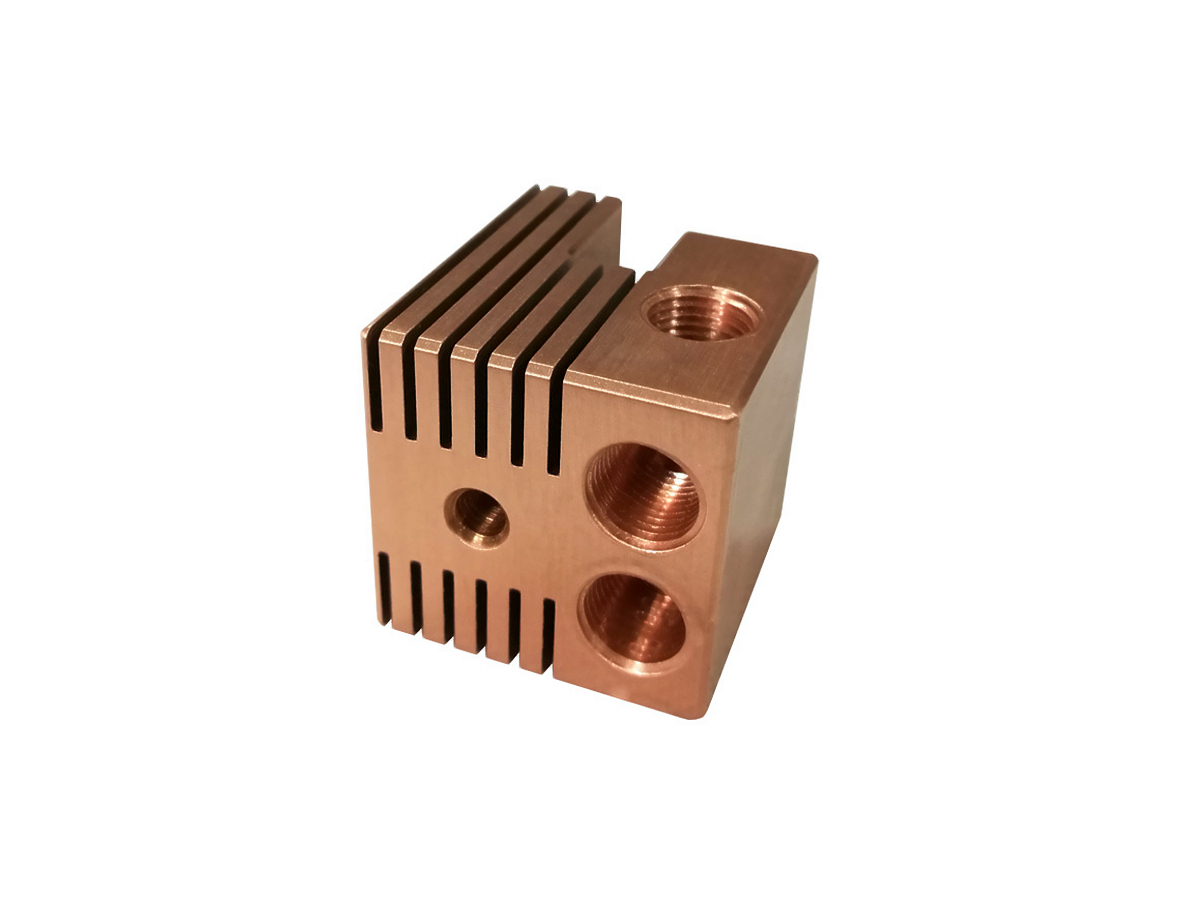
Le cuivre et le laiton sont souvent regroupés dans les conversations d'approvisionnement, mais ils résolvent des problèmes techniques différents. Le cuivre est généralement privilégié lorsque la performance dépend du transfert électrique ou thermique. Cela inclut les pièces liées aux barres omnibus, les blocs conducteurs, les contacts électriques, les éléments de transfert de chaleur et les composants de connecteurs spécialisés. L'avantage de conductivité du cuivre peut être décisif dans la validation du prototype car l'équipe peut avoir besoin de tester le flux de courant réel, le comportement de la tension ou l'élévation de température sous charge, plutôt que de simplement vérifier la géométrie.
Le laiton, en revanche, est souvent préféré lorsque le prototype a à la fois des exigences mécaniques et de conductivité modérée, surtout si la conception comprend des filets, des détails d'étanchéité, des alésages de précision, de petits raccords, des caractéristiques de type vanne ou des formes structurelles compactes. Le laiton s'use généralement plus facilement et plus proprement que le cuivre pur, ce qui le rend très adapté aux pièces prototypes à rotation rapide où la précision et la fabricabilité comptent autant que la conductivité brute. Cette logique plus large de sélection des matériaux est alignée avec nos services d'usinage CNC du cuivre et du laiton.
Quand choisir le cuivre pour les prototypes usinés par CNC
Le cuivre est généralement le bon matériau de prototype lorsque la conception doit valider la conductivité électrique, le transfert de chaleur ou la fonction électromagnétique de manière réaliste. Les exemples courants incluent les blocs conducteurs, les bornes porteuses de courant, les corps de contacts électriques, les bases thermiques, les caractéristiques de connexion haute puissance et les pièces prototypes qui doivent dissiper la chaleur efficacement. Dans ces cas, l'aluminium ou le laiton peuvent sembler similaires géométriquement, mais ils ne fournissent pas la même réponse électrique et thermique que le cuivre, ils ne sont donc pas des substituts appropriés pour un test technique fonctionnel.
Cependant, le cuivre n'est pas toujours le matériau de prototype le plus facile à usiner. De nombreuses nuances de cuivre sont plus molles et peuvent se comporter de manière pâteuse pendant la coupe, ce qui affecte le contrôle des copeaux, la cohérence de l'état de surface et la formation de bavures. Cela signifie que le prototypage réussi du cuivre dépend d'une géométrie d'outil correcte, d'un maintien de pièce stable, de vitesses d'avance et de rotation appropriées, et d'une compréhension claire des caractéristiques qui sont réellement critiques pour le test. Pour les prototypes fonctionnels sur le plan électrique, ce compromis en vaut souvent la peine car valider le comportement conducteur réel est plus important que de maximiser la vitesse d'usinage.
Meilleurs cas d'utilisation pour les prototypes en cuivre
Type de prototype | Pourquoi le cuivre convient | Objectif principal de validation | Risque typique à contrôler |
|---|---|---|---|
Contacts électriques | Une conductivité élevée prend en charge un flux de courant réaliste | Validation de la résistance et de l'interface | Bavures sur la géométrie de contact |
Connecteurs d'alimentation | Bonne conductivité et transfert de chaleur | Comportement thermique et électrique | Déformation du matériau mou lors de la manipulation |
Composants de transfert de chaleur | Forte conductivité thermique | Évaluation de l'efficacité de refroidissement | Dommages à la surface affectant la qualité du contact |
Détails de montage conducteur | Prend en charge les tests de chemin de courant fonctionnel | Vérification électrique au niveau du système | Instabilité dimensionnelle due à la distorsion du serrage |
Quand choisir le laiton pour les prototypes usinés par CNC
Le laiton est souvent le meilleur matériau de prototype lorsque le composant doit combiner une bonne précision dimensionnelle, une usinabilité fiable, une conductivité modérée et des performances mécaniques pratiques. Il est particulièrement efficace pour les pièces filetées, les éléments de type vanne, les boîtiers, les raccords pneumatiques ou hydrauliques, les connecteurs prototypes rapides, les bagues et les pièces mécaniques avec de petites caractéristiques serrées. Par rapport au cuivre, le laiton offre généralement une rupture de copeaux plus facile, une meilleure stabilité dimensionnelle pendant la coupe et une génération de surface plus propre dans de nombreuses opérations CNC.
Pour les programmes de prototypage, cela signifie que le laiton peut souvent réduire le temps d'usinage et améliorer la répétabilité lorsque la pièce comprend de nombreuses caractéristiques détaillées. Il est particulièrement utile lorsque l'objectif du prototype est principalement géométrique, lié à l'assemblage ou fonctionnel sur le plan mécanique, plutôt que de maximiser la conductivité. Dans de nombreuses pièces hybrides électro-mécaniques, le laiton offre un excellent équilibre : une conductivité suffisante pour le matériel d'interface, mais une praticité d'usinage bien meilleure que le cuivre pur.
Cuivre contre laiton pour le prototypage : comment décider
La façon la plus rapide de décider entre le cuivre et le laiton est d'identifier ce que le prototype doit prouver. Si la tâche principale de la pièce est de transférer du courant ou de la chaleur et que le test doit refléter un comportement conducteur réel, le cuivre est généralement le meilleur matériau. Si la tâche principale de la pièce est de valider la géométrie, les filets, l'étanchéité, l'ajustement, la logique d'assemblage ou les caractéristiques mécaniques de précision, le laiton est souvent le choix le plus efficace et le plus économique.
Cette distinction est importante car un prototype doit être conçu autour de l'objectif du test, et non par habitude. Une utilisation excessive du cuivre peut augmenter la difficulté d'usinage là où la conductivité n'est pas vraiment critique. Une utilisation excessive du laiton peut créer des données de performance trompeuses si la pièce est censée agir comme un composant électrique hautement conducteur. Le meilleur matériau de prototype est donc celui qui répond à la question technique la plus importante avec la moindre charge de fabrication inutile.
Comparaison des prototypes en cuivre et en laiton
Facteur de comparaison | Cuivre | Laiton |
|---|---|---|
Conductivité électrique | Plus élevée | Plus faible mais toujours utile dans de nombreux composants |
Conductivité thermique | Plus élevée | Inférieure à celle du cuivre |
Usinabilité | Plus difficile dans de nombreuses nuances | Généralement plus facile et plus rapide |
Usinage des filets et des caractéristiques fines | Possible mais moins pratique | Généralement meilleur |
Meilleur objectif de prototype | Validation électrique et thermique | Validation de l'ajustement mécanique et des composants de précision |
Efficacité des coûts dans le prototypage | Souvent plus faible | Souvent plus élevée |
Comment l'usinage CNC prend en charge les révisions rapides dans le développement de prototypes
L'un des plus grands avantages de l'usinage CNC pour les prototypes en cuivre et en laiton est la vitesse de révision. Les composants électriques et mécaniques changent souvent après le premier tour de validation. Les largeurs de contact peuvent nécessiter un ajustement, les trous de montage peuvent se déplacer, les profondeurs de filetage peuvent changer, l'espacement des fentes peut nécessiter une correction, ou les surfaces de contact thermique peuvent nécessiter un affinage. Avec l'usinage CNC, ces mises à jour peuvent généralement être mises en œuvre directement à partir des données CAO révisées sans créer de nouveaux moules ou outillages rigides.
Ceci est particulièrement important dans les programmes de prototypage où la première itération n'est pas censée être finale. Une réponse d'usinage rapide permet de passer pratiquement par plusieurs boucles de conception tout en testant toujours les pièces dans du vrai métal. Pour les acheteurs, cela raccourcit les cycles de développement et réduit le risque de se verrouiller trop tôt dans une conception non éprouvée.
Considérations de conception pour l'usinage de prototypes en cuivre et en laiton
La conception du prototype doit refléter les réalités du matériau sélectionné. Pour le cuivre, les ingénieurs doivent faire attention aux sections minces non supportées, aux caractéristiques extrêmement fines sensibles aux bavures et aux surfaces qui doivent rester propres et planes pour la performance de contact. L'accès aux outils et l'élimination des bavures doivent être envisagés tôt, en particulier lorsque la qualité du contact électrique dépend de l'état des arêtes ou de la planéité locale. Pour le laiton, la conception peut généralement tolérer des filets plus complexes et des caractéristiques géométriques détaillées, mais les zones critiques d'étanchéité, d'ajustement et d'alignement ont toujours besoin d'une tolérance claire plutôt que d'une sur-précision universelle.
Dans les deux matériaux, toutes les dimensions ne méritent pas le même niveau de contrôle. Les dessins de prototypes les plus efficaces identifient quelles caractéristiques sont essentielles à l'objectif de validation et lesquelles peuvent rester à une tolérance d'usinage standard. Cela réduit le coût du devis inutile tout en préservant la valeur fonctionnelle de l'échantillon.
Tolérance et état de surface dans les prototypes électriques et mécaniques
Pour les prototypes de composants électriques, la tolérance et la finition affectent souvent directement la performance. Les faces de contact peuvent nécessiter une planéité contrôlée ou une qualité de surface pour assurer un comportement d'accouplement réaliste. Les motifs de trous et les références de montage peuvent nécessiter une précision afin que le prototype s'intègre correctement dans l'assemblage plus large. Dans les prototypes mécaniques, la qualité des filets, les faces d'étanchéité, les alésages, les fentes et les caractéristiques liées aux roulements sont souvent plus importantes que le profil extérieur global. Le prototype doit donc être tolérancé en fonction de ce que la validation est réellement censée prouver.
L'état de surface est également important car la rugosité peut influencer la conductivité aux interfaces, la performance d'étanchéité, le comportement de friction et la qualité perçue. Dans les pièces en cuivre, des bavures excessives ou des bords écrasés peuvent affaiblir la qualité du contact. Dans les pièces en laiton, une mauvaise finition peut réduire le réalisme des tests filetés ou de manipulation de fluides. C'est pourquoi la stratégie d'usinage et la revue de finition doivent être intégrées dès le stade du prototype plutôt que reportées jusqu'à la planification de la production.
Options de matériaux courantes en cuivre et en laiton pour les prototypes CNC
Différentes nuances de cuivre et de laiton servent différents objectifs de prototype. Dans le cuivre, des nuances telles que le Cuivre C101 (T2), le Cuivre C110 (TU0) et le Cuivre C102 (Cuivre sans oxygène) sont souvent pertinentes selon la conductivité, la pureté et les besoins de l'application. Dans le laiton, les programmes de prototypes considèrent souvent le Laiton C360, le Laiton C260 et le Laiton C377 selon l'usinabilité, la forme et la fonction du composant.
La sélection des matériaux doit correspondre à l'objectif du prototype. Si l'objectif est un réalisme conducteur maximal, les nuances de cuivre à haute conductivité sont généralement plus appropriées. Si l'objectif est l'efficacité de l'usinage de précision pour les raccords ou les pièces d'interface mécanique, les nuances de laiton à usinabilité libre peuvent créer des résultats de prototype plus rapides et plus propres.
Ce que les acheteurs doivent fournir pour le devis de prototypes en cuivre et en laiton
Pour chiffrer et usiner efficacement des prototypes en cuivre ou en laiton, les acheteurs doivent fournir un modèle 3D clair, toutes les données de dessin 2D disponibles, la quantité cible, la nuance de matériau requise et une brève explication de ce que le prototype doit valider. Pour les pièces électriques, il est particulièrement utile d'indiquer si la conductivité, l'interface de contact, la dissipation de la chaleur ou l'ajustement des bornes est l'objectif clé. Pour les pièces mécaniques, les acheteurs doivent identifier les filets critiques, les zones d'étanchéité, les alésages d'accouplement ou les références d'assemblage.
Il est également utile de préciser si le prototype est purement pour une validation interne, une présentation client ou des tests de pré-production. Cette distinction affecte la question de savoir si une finition esthétique, un rapport d'inspection complet ou des tolérances locales plus strictes valent la peine d'être appliquées dès la première construction.
Applications typiques de prototypes pour l'usinage CNC du cuivre et du laiton
Type d'application | Direction matérielle préférée | Objectif principal du prototype | Pourquoi l'usinage CNC fonctionne bien |
|---|---|---|---|
Bornes et contacts électriques | Cuivre | Valider la conductivité et la géométrie d'accouplement | Usinage direct de matériaux conducteurs réels |
Corps de connecteurs et matériel hybride | Laiton ou cuivre selon la fonction | Vérifier l'ajustement, l'interface et le chemin de courant | Révision rapide et contrôle précis des caractéristiques |
Pièces prototypes de transfert de chaleur | Cuivre | Vérifier la performance thermique | Prend en charge rapidement les tests avec des matériaux réels |
Raccords de précision et pièces de type vanne | Laiton | Tester les filets, l'étanchéité et l'assemblage mécanique | Forte usinabilité et cohérence dimensionnelle |
Capteurs ou matériel de montage | Laiton | Valider la géométrie compacte et la logique de montage | Usinage efficace de petits composants détaillés |
Comment Neway prend en charge l'usinage de prototypes en cuivre et en laiton
Chez Neway, l'usinage de prototypes en cuivre et en laiton est planifié autour de l'objectif de validation réel de la pièce plutôt que de traiter chaque échantillon comme un composant usiné générique. Pour les prototypes en cuivre, l'examen se concentre sur les surfaces liées à la conductivité, les arêtes sensibles aux bavures et la stratégie d'usinage pour une géométrie fonctionnelle stable. Pour les prototypes en laiton, l'examen met l'accent sur la qualité des filets, la cohérence dimensionnelle et l'usinage efficace de détails mécaniques précis.
Cette approche par étapes aide les acheteurs à obtenir un prototype qui répond aux bonnes questions techniques sans ajouter de coûts inutiles dans des zones non critiques. Cela rend également la révision de la conception plus efficace, car chaque itération peut être alignée sur la raison réelle pour laquelle la pièce est testée.
Conclusion : Pourquoi l'usinage CNC du cuivre et du laiton est efficace pour le développement de prototypes
L'usinage CNC du cuivre et du laiton est une voie très efficace pour le prototypage de composants électriques et mécaniques car il combine une vitesse de révision rapide avec une validation fonctionnelle en métal réel. Le cuivre est généralement le meilleur choix lorsque le prototype doit prouver la conductivité ou la performance thermique. Le laiton est souvent le meilleur choix lorsque l'accent est mis sur l'usinage de précision, l'ajustement mécanique, la qualité des filets et le développement de prototypes rentable. En choisissant le matériau en fonction de l'objectif de test réel et en utilisant l'usinage CNC pour accélérer l'itération, les acheteurs peuvent valider les performances critiques plus tôt et réduire les risques avant le début de la fabrication à faible volume ou en phase de production.
