Qu’est-ce que la fabrication additive par arc filaire (WAAM) 3D ?
Introduction
La fabrication additive par arc électrique (WAAM, Wire Arc Additive Manufacturing) est une technologie innovante de fabrication additive métallique qui utilise un arc électrique pour fondre et déposer du fil métallique, construisant des composants métal couche par couche avec une rapidité et une efficacité remarquables. Distinguée de l’usinage CNC traditionnel et des procédés d’impression 3D métallique à poudre, la WAAM offre des taux de dépôt de matière exceptionnels, une rentabilité élevée et une adaptation idéale aux pièces de grande taille, apportant des avantages significatifs aux industries telles que l’aérospatial, la marine et la mécanique lourde.
Chez Neway, nos services d’impression 3D industrielle avancés intègrent la technologie WAAM, permettant une production rapide de pièces métalliques de grande taille et de haute qualité, réduisant ainsi les coûts de production, minimisant les déchets de matériau et accélérant la mise sur le marché de composants métalliques complexes.
Fonctionnement de la WAAM : principes du procédé
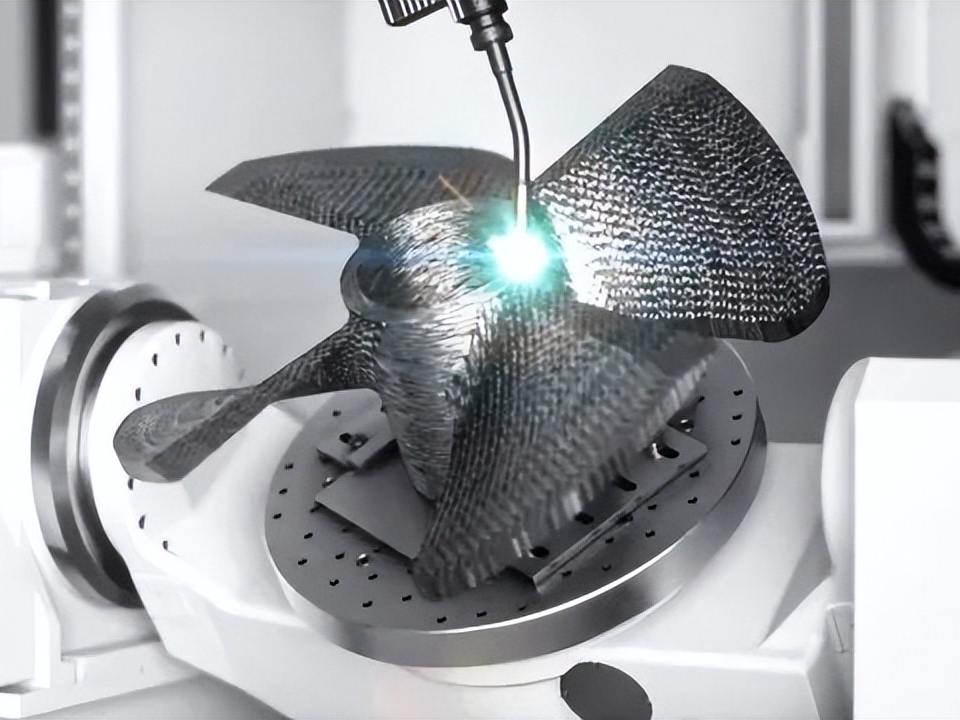
La fabrication additive par arc électrique comprend trois étapes principales : alimentation en fil, fusion par arc et solidification en couches. Initialement, le fil métallique est continuellement alimenté dans une torche de soudage à l’arc électrique. L’arc génère une chaleur intense, faisant fondre rapidement le fil et formant un bain de fusion qui se solidifie en refroidissant, créant une couche métallique entièrement dense. Ce processus est répété couche par couche, contrôlé avec précision via des systèmes CNC. Contrairement à la SLS à poudre ou au FDM à filament, la WAAM excelle dans le dépôt rapide et la fabrication de composants de grande taille avec des coûts opérationnels réduits.
Matériaux WAAM courants
La WAAM utilise divers fils métalliques optimisés pour des performances mécaniques supérieures et une efficacité de fabrication élevée. Neway utilise généralement les matériaux WAAM validés suivants :
Matériau | Résistance à la traction | Stabilité thermique | Propriétés clés | Applications courantes |
|---|---|---|---|---|
900–1100 MPa | Jusqu’à ~500°C | Rapport résistance/poids élevé, résistance à la corrosion | Composants aérospatiaux, structures | |
250–400 MPa | Jusqu’à ~200°C | Léger, excellente soudabilité, résistance à la corrosion | Structures marines, châssis automobiles | |
550–700 MPa | Jusqu’à ~500°C | Haute résistance, résistance à la corrosion, bonne soudabilité | Équipements pétrole & gaz, récipients chimiques | |
800–1000 MPa | Jusqu’à ~700°C | Excellente stabilité thermique, résistance à la corrosion | Production d’énergie, composants de turbine |
Caractéristiques techniques clés de la WAAM
La technologie WAAM se distingue par sa vitesse de construction rapide, son utilisation élevée du matériau et sa capacité à créer des composants de grande taille. Les spécifications techniques essentielles validées par les normes ASTM et ISO incluent :
Précision et résolution
Épaisseur de couche : généralement de 1 à 3 mm, idéale pour le dépôt rapide et les constructions structurelles de grande taille.
Précision dimensionnelle : ±0,5 mm (ISO 2768), adaptée aux composants de grande taille avec usinage ultérieur.
Taille minimale des détails : capable de réaliser des détails d’environ 2 mm, pratique pour les applications structurelles.
Performances mécaniques
Résistance à la traction : dépend de l’alliage, de 250 à 1100 MPa, garantissant une intégrité structurelle élevée.
Fatigue et ténacité : excellente résistance à la fatigue et ténacité grâce à la liaison métallurgique, essentiel pour les applications structurelles dynamiques.
Résistance à la corrosion : forte résistance à la corrosion, notamment avec les aciers inoxydables et les alliages de titane, idéale pour les environnements exigeants.
Efficacité de production
Taux de dépôt élevé : la WAAM offre des taux de dépôt de 2 à 10 kg/heure, nettement plus rapide que les méthodes additives traditionnelles sur lit de poudre.
Utilisation efficace des matériaux : atteint généralement >90 % d’efficacité matière, réduisant considérablement les déchets par rapport à l’usinage CNC (60–80 % de perte).
Capacité de grandes pièces : fabrique facilement des structures grandes et quasi-net shape, réduisant significativement l’utilisation de matière et les besoins d’assemblage.
Qualité de surface et esthétique
Finition de surface : rugosité en état de fabrication Ra 30–50 µm ; toutefois, facilement améliorée avec un usinage minimal.
Post-traitement facile : les composants sont aisément usinables, permettant des surfaces finies de haute qualité adaptées aux exigences industrielles strictes.
Avantages clés par rapport aux méthodes conventionnelles
Fabrication rapide de grandes pièces : la WAAM réduit considérablement les délais, jusqu’à 60–80 % pour les composants métalliques de grande taille par rapport à la fonderie ou à l’usinage CNC traditionnels.
Économies de coûts : le coût plus faible du fil, combiné à une efficacité de dépôt élevée, réduit les coûts de fabrication globaux d’environ 40–60 % par rapport à l’usinage à partir de billettes.
Réduction des déchets : plus de 90 % d’efficacité d’utilisation du matériau, diminuant considérablement les déchets de production et les coûts associés par rapport aux méthodes soustractives.
Flexibilité de conception : permet des géométries complexes, des cavités internes et des conceptions structurelles optimisées difficiles à réaliser avec l’usinage ou la fonderie conventionnels.
Intégrité mécanique améliorée : produit des composants avec des propriétés métallurgiques robustes, une porosité minimale et des microstructures uniformes supérieures aux pièces moulées.
Capacité de production à grande échelle : particulièrement avantageuse pour la fabrication de composants volumineux et lourds sans nécessiter d’outillage ou de temps de mise en place importants.
WAAM vs usinage CNC vs fonderie : comparaison des procédés de fabrication
Procédé de fabrication | Délai | Rugosité de surface | Complexité géométrique | Taille minimale des détails | Évolutivité |
|---|---|---|---|---|---|
Fabrication additive par arc électrique | 2–5 jours (aucun outillage requis) | Ra 30–50 µm | ✅ Structures internes complexes et grande échelle | ~2 mm | 1–50 unités (optimal pour grandes pièces) |
Usinage CNC | 3–7 jours (programmation et mises en place) | Ra 1,6–3,2 µm | ❌ Complexité limitée par l’accès aux outils | 0,5 mm | 10–500 unités (coûteux pour grandes pièces) |
Fonderie | 4–12 semaines (outillage requis) | Ra 6–12 µm | ❌ Géométries internes limitées | 1–3 mm | >500 unités (économique à grand volume) |
Applications WAAM par secteur
Aérospatial et aviation : grandes pièces structurelles d’avions, cadres en titane, carters moteurs et dispositifs personnalisés.
Marine et construction navale : structures de coque, hélices, pièces marines résistantes à la corrosion et composants structurels volumineux.
Automobile et véhicules lourds : composants de châssis légers, outillage et structures robustes pour camions et bus.
Énergie et production d’électricité : récipients sous pression, carters de turbines, systèmes de tuyauterie et composants structurels de grande taille.
FAQ associées
Comment la technologie WAAM réduit-elle les coûts et les délais de production par rapport à l’usinage ou à la fonderie traditionnels ?
Quels types d’alliages métalliques sont couramment utilisés en WAAM et quels sont leurs avantages et applications typiques ?
Quelle taille et complexité de pièces la technologie WAAM peut-elle produire efficacement par rapport aux méthodes traditionnelles ?
Comment les propriétés mécaniques des composants fabriqués par WAAM se comparent-elles aux pièces usinées CNC ou moulées traditionnellement ?
Dans quels secteurs la fabrication additive par arc électrique est-elle la plus avantageuse et pourquoi ?
