Introduction à l’impression 3D Multi Jet Fusion (MJF)
Introduction
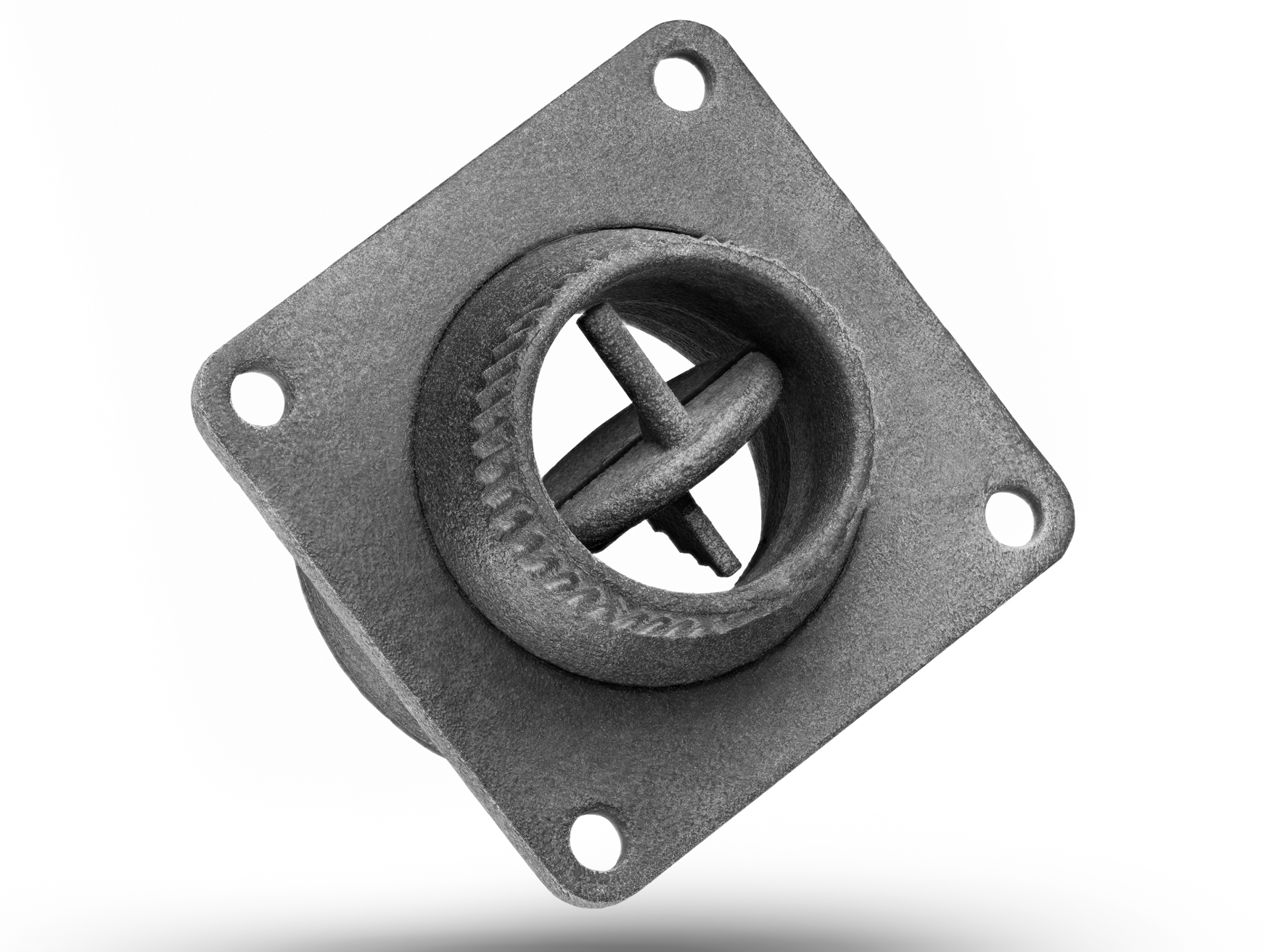
La technologie Multi Jet Fusion (MJF) redéfinit la fabrication additive industrielle en combinant une vitesse, une précision et une évolutivité sans précédent. Cette technologie à lit de poudre utilise l’énergie infrarouge et des agents propriétaires pour fusionner des matériaux à base de nylon couche par couche, produisant des pièces finales aux propriétés mécaniques comparables à celles de la fabrication traditionnelle. Des supports aéronautiques aux dispositifs médicaux, la MJF élimine les délais liés aux outillages et permet des géométries complexes impossibles à réaliser par usinage CNC ou moulage par injection.
Chez Neway, la MJF alimente nos services d’impression 3D industrielle, permettant de livrer des prototypes fonctionnels et des composants de qualité production en quelques jours. Soutenus par notre expertise en fabrication hybride, nous optimisons les flux de production MJF pour les industries exigeant rapidité de mise sur le marché et efficacité des coûts.
Comment fonctionne la MJF : principes du procédé
Le procédé MJF comprend trois étapes principales :
Dépôt de poudre : Une fine couche de poudre de nylon (PA12) ou de poudre composite est répartie uniformément sur la plateforme de fabrication.
Dépôt par jet d’encre : Des têtes d’impression de haute précision appliquent sélectivement des agents de fusion et de détail sur le lit de poudre.
Fusion infrarouge : Des lampes infrarouges puissantes font fondre la poudre couche par couche, créant des pièces entièrement denses.
Ce procédé, basé sur la technologie Powder Bed Fusion (PBF), garantit une résistance isotrope et élimine les liaisons de couches faibles courantes dans d’autres méthodes de fabrication additive.
Matériaux MJF courants
L’impression 3D MJF se spécialise dans les thermoplastiques haute performance. Voici les principaux matériaux avec des capacités de traitement validées par Neway :
Matériau | Résistance à la traction | HDT @ 0,45 MPa | Propriétés clés | Applications courantes |
|---|---|---|---|---|
48 MPa | 175°C | Haute résistance, résistance chimique | Prototypes fonctionnels, boîtiers | |
45 MPa | 160°C | Rigidité améliorée, stabilité dimensionnelle | Supports automobiles, outillages | |
25 MPa | 80°C | Flexibilité, absorption des chocs | Joints, poignées, dispositifs portables | |
PA12 ignifuge | 40 MPa | 170°C | Certification UL94 V-0, auto-extinguible | Boîtiers électriques, aéronautique |
Caractéristiques techniques clés de l’impression 3D MJF
La technologie Multi Jet Fusion (MJF) se distingue dans la fabrication additive par sa combinaison unique de précision, d’efficacité et de polyvalence des matériaux. Voici les principales spécifications techniques validées par les tests ASTM/ISO et les applications industrielles réelles :
Précision et résolution
Épaisseur de couche : 80 microns (0,08 mm), permettant des détails fins (par exemple parois de 0,5 mm).
Précision dimensionnelle : ±0,1 % avec une limite minimale de ±0,2 mm (tolérance ISO 2768 moyenne), surpassant le SLS (±0,3 mm) et le FDM (±0,5 mm).
Taille minimale des détails : 0,3 mm pour les trous et les canaux, idéale pour les systèmes fluidiques ou les surfaces micro-texturées.
Performances mécaniques
Résistance isotrope : résistance à la traction uniforme sur les axes X/Y/Z (PA12 : 48 MPa de traction, module de flexion de 2,5 GPa selon ASTM D638/D790).
Stabilité thermique : température de fléchissement sous charge (HDT) de 170°C pour le PA12 à 0,45 MPa (ASTM D648), adaptée aux composants automobiles sous capot.
Résistance chimique : résiste aux huiles, carburants et acides faibles (testé selon ISO 175), surpassant l’ABS et le PLA dans des environnements difficiles.
Efficacité de production
Vitesse d’impression : 5–10 mm/heure en impression verticale, permettant de remplir un volume de 300 × 220 × 200 mm en 6 à 12 heures.
Production en lot : production simultanée de plus de 100 pièces par cycle grâce à l’optimisation d’imbrication (ex. 400 aligneurs dentaires en une seule impression).
Post-traitement : 30 % plus rapide que le SLS grâce au lit de poudre auto-supporté nécessitant peu d’intervention manuelle.
Qualité de surface et esthétique
Rugosité de surface brute : Ra 10–15 μm (comparable au métal moulé en sable), pouvant être réduite à Ra 0,8 μm grâce au polissage vapeur.
Options de couleur : gris (par défaut), noir (par teinture) ou finitions personnalisées Pantone grâce à des revêtements résistants aux UV.
Avantages clés par rapport aux méthodes conventionnelles
Économie pour petites séries : la MJF élimine les coûts d’outillage, réduisant les coûts unitaires de 40 à 60 % par rapport à l’usinage CNC pour les pièces comportant contre-dépouilles ou canaux internes.
Utilisation des matériaux : taux de réutilisation de poudre supérieur à 95 %, contre 60–80 % de perte matière en CNC.
Optimisation topologique : création de structures en treillis réduisant le poids de 80 % tout en maintenant la résistance à la traction ISO 527-2 (>48 MPa pour le PA12).
Consolidation d’assemblage : remplacement d’assemblages multi-pièces par une seule pièce MJF, réduisant de 70 % le nombre de composants d’un système d’automatisation (exemple : intégration d’effecteurs robotiques).
Itération rapide : passage du modèle CAO au prototype fonctionnel en 8 à 24 heures (contre 5 à 15 jours pour la programmation CNC).
Production parallèle : fabrication simultanée de plus de 100 pièces uniques dans une seule chambre d’impression, idéale pour les essais de dispositifs médicaux.
Propriétés isotropes : variation de résistance à la traction sur les axes XYZ <5 % (contre 15–30 % en FDM), essentielle pour les pièces industrielles porteuses.
Résistance chimique : le PA12 conserve >90 % d’allongement à la rupture après 500 h d’exposition chimique ASTM D543, surpassant l’ABS/POM dans les environnements pétroliers et gaziers.
MJF vs CNC vs moulage par injection : comparaison des paramètres critiques
Procédé de fabrication | Délai | Rugosité de surface | Complexité géométrique | Taille minimale de détail | Évolutivité |
|---|---|---|---|---|---|
Impression 3D MJF | 4–12 heures (sans outillage, directement depuis la CAO) | Ra 10–15 μm | ✅ Sans restriction – canaux internes – parois de 0,3 mm – structures en treillis | 0,3 mm (trous, axes, textures fines) | 1–10 000 unités (agile, sans coût d’outillage) |
Usinage CNC | 3–7 jours (programmation + montage) | Ra 1,6–3,2 μm | ❌ Accès outil limité – diamètre minimum d’outil 2,5 mm – contraintes 3 à 5 axes | 0,5 mm (forets, fraises) | 10–500 unités (coût de main-d’œuvre élevé pour grands volumes) |
Moulage par injection | 4–8 semaines (fabrication du moule requise) | Ra 0,4–0,8 μm | ❌ angles de dépouille requis – pas de contre-dépouilles – épaisseur uniforme | 0,2 mm (nécessite un moule complexe) | >10 000 unités (économie d’échelle) |
Applications MJF spécifiques par industrie
Aéronautique : supports d’antennes satellites, carters moteurs de drones, prototypes de carénages de missiles
Médical et dentaire : guides chirurgicaux orthopédiques, moules d’aligneurs dentaires invisibles, boîtiers d’aides auditives personnalisés
Automobile : plaques de refroidissement de batteries pour véhicules électriques, prototypes de boutons fonctionnels intérieurs, plaques bipolaires pour piles à combustible à hydrogène
Énergie : sièges de vannes pour pétrole et gaz, supports de capteurs de boîtes de vitesses d’éoliennes, outils de maintenance robotisée pour centrales nucléaires
FAQ associées
Comment l’impression 3D MJF réduit-elle les coûts pour la production en petites séries par rapport au CNC ou au moulage par injection ?
Quel délai puis-je attendre pour des prototypes fonctionnels ou des pièces finales imprimées en MJF ?
Quels matériaux MJF sont adaptés aux environnements à haute température ou chimiquement agressifs ?
La MJF peut-elle produire des pièces personnalisées avec des géométries complexes impossibles à réaliser par des méthodes traditionnelles ?
Comment la résistance mécanique du nylon (PA12) imprimé en MJF se compare-t-elle aux alternatives usinées ou moulées ?
