العربية
خدمة تشغيل النحاس CNC المخصصة عبر الإنترنت
تقدم خدمتنا عبر الإنترنت تشغيلًا دقيقًا لقطع النحاس CNC، مما يضمن دقة وجودة عالية. نتعامل مع تصميمات معقدة باستخدام تقنيات CNC المتقدمة، مع توفير أوقات تسليم سريعة وحلول مخصصة تلبي احتياجات مشروعك.
- خدمة النماذج الأولية السريعة لتشغيل النحاس CNC
- خدمة تشغيل النحاس CNC لكميات منخفضة
- الإنتاج الضخم لتشغيل النحاس CNC
- خدمة تشغيل النحاس الشاملة
أرسل لنا تصميماتك ومواصفاتك للحصول على عرض سعر مجاني
كل الملفات المحملة آمنة وسرية
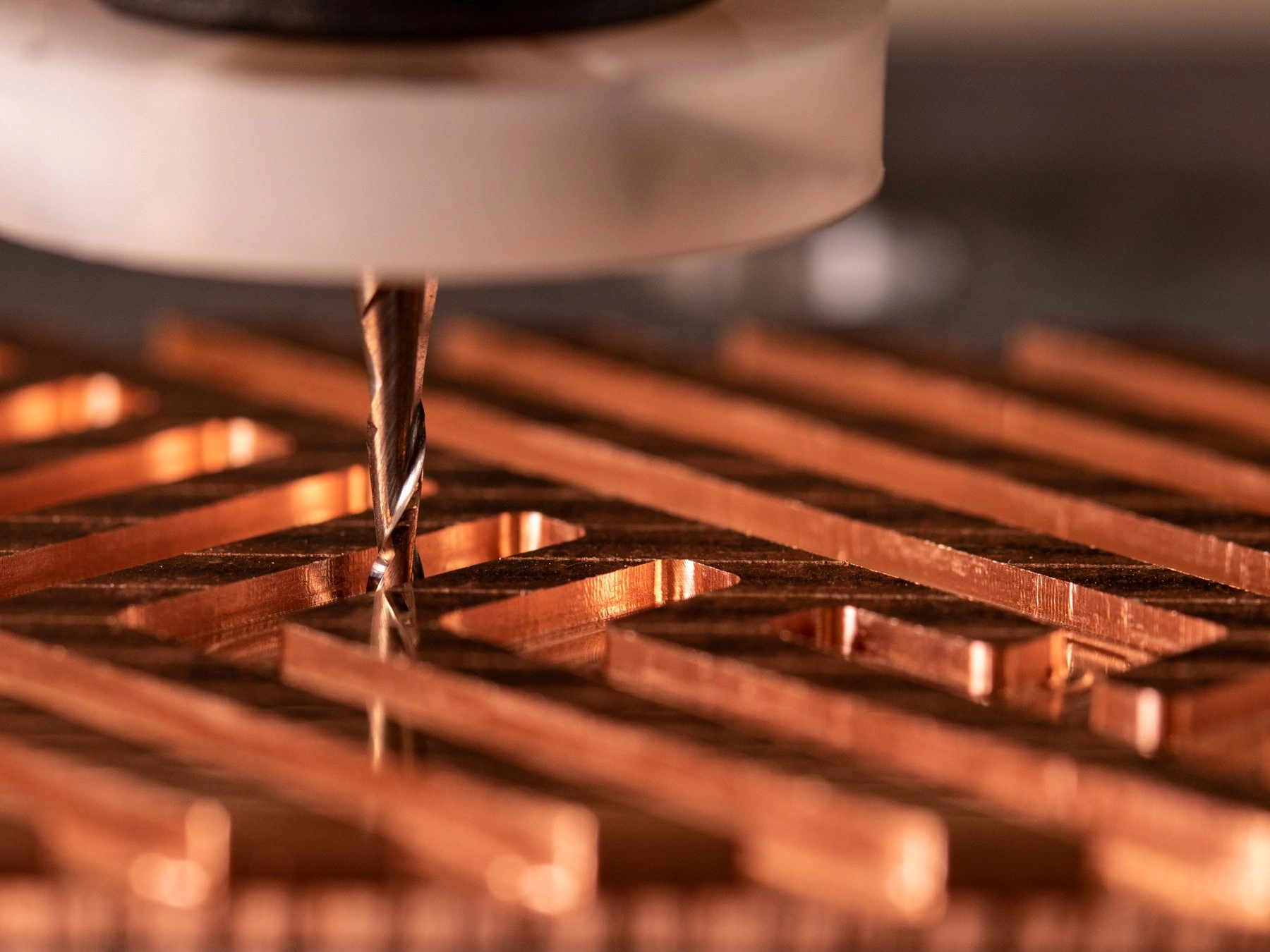
معلومات عن تشغيل النحاس بواسطة CNC
يتضمن تشغيل النحاس بواسطة CNC القطع والتشكيل الدقيق لمواد النحاس باستخدام تقنيات CNC المتقدمة. يتميز النحاس بتوصيل ممتاز وقابلية تشغيل جيدة، مما يجعله مثاليًا للتطبيقات الكهربائية والحرارية. تعد معايير التشغيل واختيار الأدوات المناسبة ضرورية لتحقيق قطع نحاسي عالي الجودة ودقيق.
سبائك النحاس النموذجية لتشغيل CNC
تشمل سبائك النحاس النموذجية لتشغيل CNC النحاس C101 و C110 والنحاس البيريليوم والنحاس الأصفر. تُختار هذه السبائك لتوصيلها الكهربائي الممتاز، ومقاومتها للتآكل، وقابلية التشغيل العالية. تشمل التطبيقات الشائعة الموصلات الكهربائية، ومبادلات الحرارة، والآلات الصناعية، ومكونات الطيران.
معالجة السطح لقطع النحاس المصنعة بواسطة CNC
تشمل معالجة سطح قطع النحاس المصنعة بواسطة CNC عمليات مثل الطلاء الكهربائي، والأكسدة، والتمرير، والتلميع. تعزز هذه المعالجات مقاومة التآكل، وتحسن المتانة، وتوفر تشطيبًا ناعمًا. تُستخدم بشكل شائع في الإلكترونيات والطيران والسيارات لضمان الأداء الأمثل.

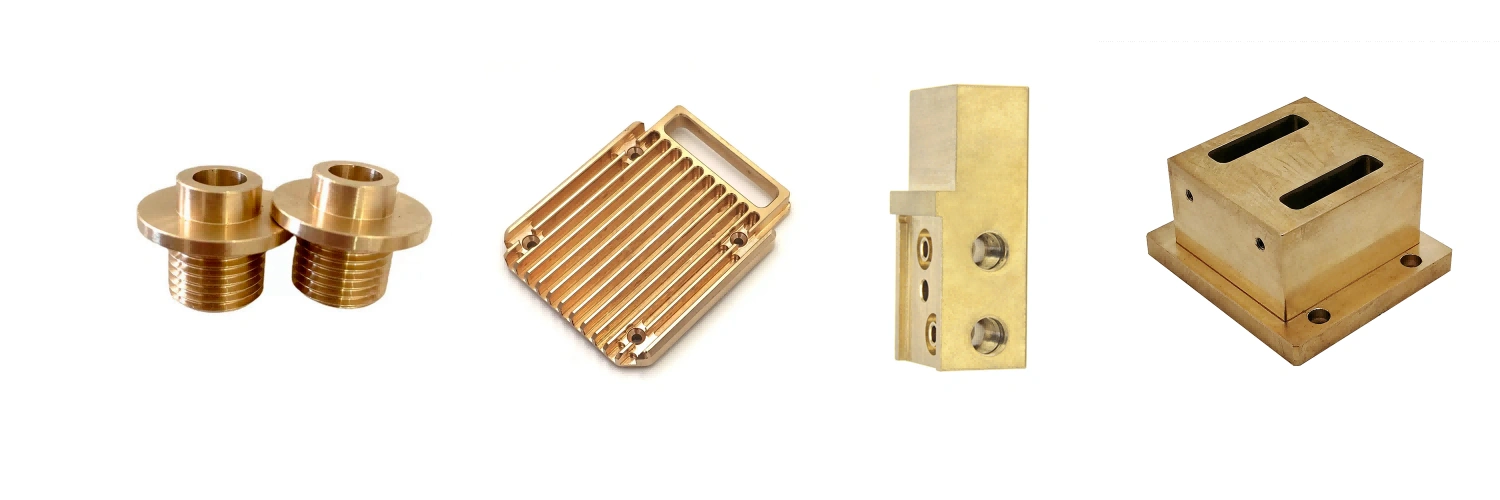
معرض قطع النحاس المصنعة بواسطة CNC
استعرض معرض قطع النحاس المصنعة بواسطة CNC لدينا، والذي يعرض مكونات دقيقة مصنوعة من سبائك النحاس عالية الجودة. من الموصلات الكهربائية إلى قطع الطيران، يبرز معرضنا تعددية وجودة حلول تشغيل النحاس المخصصة لمختلف الصناعات.




لنبدأ مشروعًا جديدًا اليوم
اقتراحات معايير تشغيل سبائك النحاس بواسطة CNC
تتطلب عملية تشغيل سبائك النحاس بواسطة CNC معايير مُحسّنة لتحقيق الكفاءة والجودة. تشمل العوامل الأساسية سرعة المغزل، عمق القطع، معدل التقديم، نوع المبرد، ومادة الأداة. تضمن التعديلات المناسبة تشغيلًا سلسًا، تقليل تآكل الأدوات، وتحقيق مكونات نحاسية دقيقة وعالية الجودة.
اقتراحات التفاوت لتشغيل النحاس بواسطة CNC
تضمن اقتراحات التفاوت لتشغيل النحاس بواسطة CNC الدقة والوظائف في الأجزاء. التفاوتات العامة مثل ±0.1 مم هي المعيار، في حين أن التفاوتات الدقيقة، سمك الجدار، وأحجام الأجزاء تضمن الجودة. تعمل هذه الإرشادات على تحسين التشغيل، تقليل تآكل الأدوات، وزيادة اتساق المنتج.
Frequently Asked Questions
استكشف الموارد ذات الصلة




شركة Neway Precision Works Ltd.
رقم 3 طريق لفوشان الصناعي الغربي
فينغغانغ، دونغقوان، الصين
الرمز البريدي 523000
الحلول
Copyright © 2026 Machining Precision Works Ltd.All Rights Reserved.